Syklogrammer over driften av elektrisk utstyr på diagrammene
 For mer fullstendig informasjon om prinsippet om drift av blokker og individuelle enheter av metallskjæremaskiner og installasjoner, er det skjematiske kretsdiagrammet ofte supplert med syklogrammer.
For mer fullstendig informasjon om prinsippet om drift av blokker og individuelle enheter av metallskjæremaskiner og installasjoner, er det skjematiske kretsdiagrammet ofte supplert med syklogrammer.
Syklogram — syklisk diagram, grafisk representasjon av en syklisk prosess.
Syklogrammer (taktogrammer) for driften av elektrisk utstyr er ment å forklare og bestemme rekkefølgen og varigheten av inkludering av elektriske motorer og kontrollutstyr. De er nødvendige for å avklare og bestemme sekvensen og varigheten av inkludering av elektriske motorer og kontrollutstyr i syklusene til mekanismer.
Det er viktig å ha syklogram for mekanismer med automatiske driftssykluser og et stort antall kontrollenheter. Som regel viser syklogrammer bevegelsesbrytere, trykkbrytere, elektromagneter og andre kommando- og utøvende enheter eller elektriske motorer.
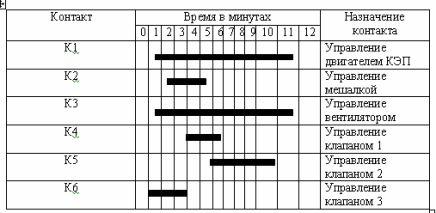
Ris. 1. Eksempel på et syklogram
Det er to hovedmåter å tegne syklogram - tabellform og grafisk.Tabellmetoden brukes vanligvis for å forklare driften av hydrauliske eller pneumatisk-elektriske kontrollelementer.
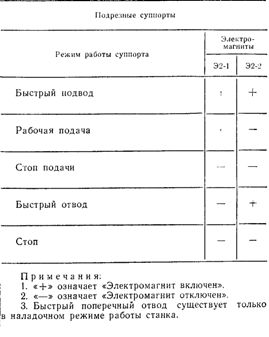
Når du kompilerer syklogrammer i henhold til tabellmetoden, er det nødvendig å følge følgende konvensjoner:
a) «+»-tegnet betyr tvungen tilstand av enheten.
Denne tilstanden tilsvarer en nedtrykket endebryterstift, et magnetspolestempel eller en energisert solenoid.
Selvgjenopprettingsenheter vil bare være i tvungen tilstand når inngangseffekten (signalene) tilføres dem;
b) tegnet «-» brukes for å indikere apparatets frie tilstand, som tilsvarer frakoblede elektromagneter, spenningsløse reisebrytere, stempler til hydrauliske eller pneumatiske fjærer;
c) i tilfeller der kontrollelementene har mer enn to stabile tilstander, er syklogrammet supplert med bokstavsymboler: H - nedre posisjon av spolen, B - øvre; L — venstre; P — høyre; C - gjennomsnitt osv.
I fig. 2 viser hvordan syklogrammet er tabellert for lysbildene (kopiering og merking) av dreiebenken.
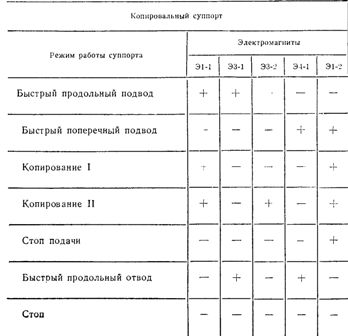
Ris. 2. Syklogram for drift av hydrauliske elektriske stasjoner
I motsetning til den tabellformede metoden for å tegne syklogrammer, tillater den grafiske metoden å bestemme tilstanden ikke bare til hydro- og pneumoelektrisk og kommandoutstyr, men også tilstanden og driften av alle typer mekanismer som er inkludert i mekanismen, elektrisk utstyr som må designes . Slike syklogrammer skal være visuelle, enkle å tegne og forståelige å lese, og bør også fullt ut karakterisere driften av alle komponentene i produksjonsmekanismen.
I utformingen brukes oftest syklogrammer «på vei», tidssyklogrammer og sekvensdiagrammer over mekanismers operasjonssekvens.
Valget av type syklogram bestemmes av kompleksiteten til syklusen til det utformede objektet.
Syklogrammer "på vei" er de enkleste, de vurderer bare de teknologiske overgangene til forskjellige handlingssykluser av mekanismene og plasseringen av de nødvendige stedene for betegnelser for kommando- og utøvende enheter. Dette syklogrammet gir en nøyaktig representasjon av maskinens ytelse.
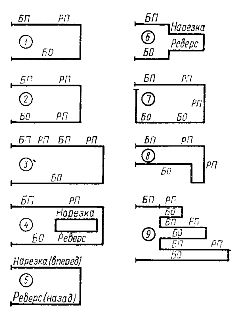
Ris. 3. Det enkleste diagrammet over sekvensen til maskinverktøyet "på veien": BP — rask tilnærming: RP — arbeidsfôr, BO — rask høsting, 1 — 9 — teknologiske overganger av flokken.
Syklogrammet for arbeid "underveis" til lasteenheten og pennen gjør det mulig å vurdere fremdriften til parallelle prosesser og tilstanden til kommandoenhetene som sikrer starten på arbeidet med mekanismer og utøvende enheter som utfører de tilsvarende bryterne ved lasteenhet.
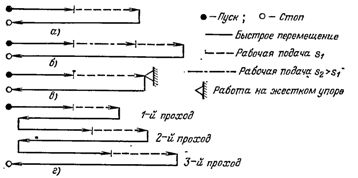
Ris. 4. Diagrammer over bevegelsessykluser for krafthoder til modulære metallskjæremaskiner.
Forklaringer av syklogrammene:
Matehodet med skjæreverktøy nærmer seg først arbeidsstykket raskt, deretter avtar bevegelseshastigheten og en arbeidsmating oppnås. Etter å ha fullført behandlingen, returneres hodet raskt til sin opprinnelige posisjon (a). Ved maskinering av boltehull med et kombinasjonsverktøy bores (eller tappes) de først med normal arbeidsmating s2, deretter utføres en automatisk overgang til lavere mating, hvor forsenking utføres.Syklusdiagrammet for hodebevegelser for dette tilfellet er vist i fig. 4, b.
For å motvirke endeflatene nær de borede hullene ved slutten av arbeidsslaget, roteres verktøyet uten mating — arbeid på et hardt stopp (fig. 4, c). Matehodet stopper ved å hvile på en spesialskrue montert på en fast brakett. Oljetrykket i det hydrauliske systemet stiger og etter en tidsforsinkelse bestemt av trykkbryterinnstillingen går hodet tilbake til sin opprinnelige posisjon.
Når du borer dype hull, trekk borkronen med jevne mellomrom bort fra arbeidsstykket for å fjerne spon og avkjøle den. Krafthodets bevegelsessyklus som tilsvarer dette tilfellet er vist i fig. 4, d. Ved slutten av boringen settes hodet med verktøyene tilbake til sin opprinnelige posisjon.
Komplekse sykluser, der et stort antall elektriske enheter eller maskiner er involvert, er avbildet i form av tidssyklogrammer, som viser teknologiske overganger i sekunder (eller minutter) og driften av individuelle enheter av produksjonsmekanismen.
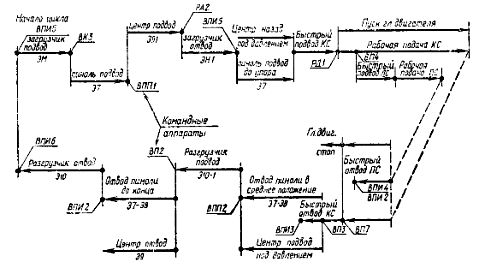
Ris. 5. Syklogram over arbeid "på vei" av lasteanordningen i maskinens penn