Kabelterminaler
 Endelig forsegling utføres for å tette kabelen i umiddelbar nærhet av tilkoblingspunktet til dens strømførende ledninger til enheter, samleskinner til distribusjonsenheter og andre elementer i den elektriske installasjonen.
Endelig forsegling utføres for å tette kabelen i umiddelbar nærhet av tilkoblingspunktet til dens strømførende ledninger til enheter, samleskinner til distribusjonsenheter og andre elementer i den elektriske installasjonen.
For tiden brukes følgende typer kabelbrudd for spenninger opp til 10 kV: i en ståltrakt, i en gummihanske, epoksyharpiks, samt fra polyvinylkloridstrimler.
Avslutning av kabler i ståltrakter (typebetegnelse KVB) er fortsatt mye brukt for elektriske installasjoner med spenning inntil 10 kV plassert i tørre oppvarmede og uoppvarmede rom. En slik forsegling kan ha tre utforminger:
-
KVBm — med en oval liten trakt uten lokk og montert uten porselensbøssinger,
-
KBBk - med en rund trakt, ved utgangen av hvilken kabelkjernene er plassert på toppene av en likesidet trekant (i en vinkel på 120 °),
-
KVBo - med en oval trakt, ved utgangen av hvilken lederne til kabelen er plassert i en rad.
Pakninger KVBo og KVBk brukes til å koble kabler designet for spenning opptil 10 kV med ledere med vilkårlig tverrsnitt, ved terminering av kabler for spenning 3, 6 og 10 kV, er trakten installert med et deksel og porselensgjennomføringer, og ved tilkobling kabler for spenning opp til 1 kV — uten deksel og gjennomføringer.
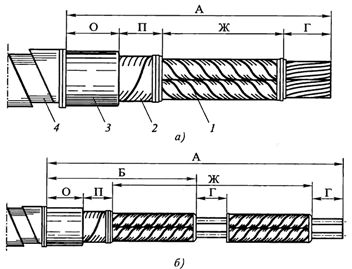
Forsegling av endene av kablene i en ståltrakt brukes oftest, siden materialene som er nødvendige for fremstilling og støping av trakter, alltid er tilgjengelig i alt elektrisk utstyr. For terminering av trelederkabler for spenning opptil 1 kV med et tverrsnitt på opptil 3 x 120 mm2 og firelederkabler med et tverrsnitt på opptil 4 x 95 mm2, for det meste ovale ståltrakter av små størrelse KVBm brukes. Forsegling gjøres i følgende rekkefølge.
Ståltrakten som skal installeres renses for skitt, plasseres på kabelen (fig. 1, a) og skyves langs den (etter å ha pakket den inn med papir for å beskytte trakten mot forurensning). Etter å ha kuttet enden av kabelen, varm massen til MP-1-merket til 120 ... 130 ° C og skold forsiktig den kuttede delen.
Venene isoleres med en selvklebende tape av polyvinylklorid (fig. 1, b), med halvt overlappende svinger. Trakten skyves på den kuttede enden av kabelen (fig. 1, c), ledningene er plassert i den. Deretter, etter å ha markert plasseringen av trakthalsen på kabelen, flyttes den igjen.
Fest også jordledningen til kappen og rustningen til kabelen med en ledningsbandasje, loddet den (fig. 1, d ... f).Etter å ha fjernet den resterende ringtapen over isolasjonen og deretter på kabelpansringen (på stedet der trakthalsen skal være), vikles flere lag med harpikstape konisk (fig. 1, g) for en tettere dyse på trakthalsen .
En jordledning går gjennom midten av viklingen (etter 3 ... 4 lag). Trakten presses på plass, med innsats plasseres den på spolen og festes vertikalt til strukturen med klemmer, som jordledningen deretter festes til (fig. 1, h).
Ørene er loddet eller sveiset til endene av kabelkjernene, kabelkjernene bøyes slik at de er i samme avstand fra hverandre og fra traktens vegger, og deretter varmes trakten opp til 35 ... 50 ° C, fyll den med varmt kabelbord. Under avkjøling og krymping helles kabelmassen inn i trakten slik at sluttnivået ikke er mer enn 10 mm under kanten av trakten.
For korrosjonsbeskyttelse er trakt, brakett og bærekonstruksjon malt med emaljemaling. Trakten er merket som viser nummer og tverrsnitt av kabelen på den.
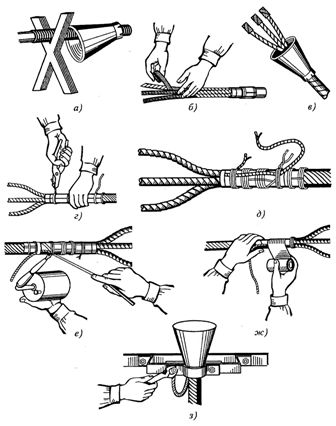
Ris. 1. Sekvens av operasjoner (a … h) etterbehandling av kabelen i en ståltrakt
Avslutning av kabler i gummihansker (typebetegnelse KVR) er tillatt i rom med et normalt miljø med en forskjell i nivåene på plasseringen av endene av kablene ikke mer enn 10 m og brukes for trelederkabler designet for en spenning inntil 1 kV, med tverrledertverrsnitt inntil 240 mm2 og firelederkabler med ledertverrsnitt inntil 185 mm2. Gummihanskene er laget av nitrittgummi PL-118-11.
Etter å ha kuttet enden av kabelen, utføres installasjonen av KVR-termineringen (fig. 2) i følgende rekkefølge.Først, på de kuttede kjernene 4 av kabelen, påføres flere lag med vikling 2 laget av selvklebende polyvinylkloridtape på avstand for å fikse papirisolasjonen og runde dens skarpe kanter for å lette deres passasje gjennom rørene 3 og grener (fingre) 14 på hansken.
Hanskens kropp (kropp) 75 bøyes med tang i flere trinn langs hele omkretsen i et område som er omtrent lik bredden på klemmen 6 (25 ... 30 mm, avhengig av størrelsen på hansken).
Seksjonen av kabelkappen 9 mellom de to ringformede kuttene fjernes og en bandasje 13 av tung tråd påføres den eksponerte delen av isolasjonen til krysset 12, hvoretter det dannes en ruhet på den bøyde delen av hanskekroppen 15 , som ved å tørke av den med en fille fuktet i bensin, behandles den med en kardotapefil eller børste. Den delen av skallet som hansken skal limes på, rengjøres til en glans og tørkes deretter av med en klut fuktet i bensin.
Den bøyde delen av hanskekroppen og skalldelen er deretter belagt med et tynt lag nr. 88H lim. Hvis diameteren på skallet er mindre enn den indre diameteren til hansken, vikles et oljebestandig gummibånd rundt skallet, som hvert lag også er belagt med lim. Etter de 5 ... 7 minuttene som kreves for at limet skal tørke, brettes hanskens kropp over en rull med tape. Dybden på hanskens feste til huset E skal være 30 … 35 mm.
Fest hanskens kropp til kroppen med en spesiell klemme eller to bandasjer med fire omdreininger av kobber eller mild galvanisert ståltråd med en diameter på 1 mm (har tidligere viklet to lag gummitape på kroppen på de stedene hvor de er installert).
Etter å ha bundet gummirørene midlertidig med bomull eller gummitape direkte i hansken for å beskytte papirtapeisolasjonen mot skade, bøyes og bøyes kabelkjernene.
Bøy endene av ledningene som isolerer ledningene i et område som er lik lengden på rørdelen av spissen 1 pluss 8 mm, og klargjør dermed ledningene til kabelen for terminering. For å lette bøyningen av rørene, er de ytre overflatene av disse områdene smurt med vaselin eller smøreolje.
Press, sveis eller lodd tuppene til endene av de ledende kjernene og tørk deretter av deres sylindriske (rørformede) del med en fille fuktet med bensin.
Den buede delen av røret blir ru med en kostfil eller en stålbørste etter å ha tørket av den med en klut fuktet med bensin, og deretter påføres et tynt lag nr. 88H lim.
Ruller viklet med oljebestandig gummitape og belagt med lim nr. 88H legges i spisshullene som dannes under pressing med den lokale innrykkmetoden. Hvis diameteren på den sylindriske delen av spissen er mindre enn den indre diameteren til røret, det vil si at det er en forskjell mellom dem, så mange lag oljebestandig gummi, tidligere tørket med bensin og belagt med lim nr. 88H , er såret på spissen, hvis det er nødvendig å eliminere det helt. For å tette skrus røret av på den sylindriske delen av spissen.
Forsegling kan også utføres ved å lime et rørstykke av en slik lengde at det fullstendig dekker den sylindriske delen av spissen og går inn i hovedrøret i en avstand lik to av dets diametre. I dette tilfellet blir de limte overflatene på rørene (hoved og seksjon) først ru opp, tørkes av med filler dynket i bensin, dekkes med lim nr. 88H og får tørke. Deretter påføres et tykt lag med lim nr. 88H igjen på den indre overflaten av rørsegmentet og umiddelbart presset på spissen.
Ris. 2. Konstruksjon av KVR-avslutning (a) og type gummihansker for tre- og firekjernekabler (b): 1 — topp, 2, 11 — PVC-tapevikling, 3 — nitrittgummirør, 4 — kabelkjerne, 5 — hanske, 6 — brakett, 7 — jordledning, 8 — støtfanger, 9 — kabelkappe, 10 — oljebestandig gummistrimmeltetning, 12 — belteisolasjon, 13 — bandasje, 14 — hanskefinger, 15 — hanskekropp , 16 — stigning for firekjerners firekjerners kabel
Når du fullfører kjernen ved sveising ved hjelp av støpegods av LA-merket, vikles en stripe av oljebestandig gummi over den nakne delen av kjernen med overgangen av svingene til spissen og isolasjonen av kjernen. Det er også tillatt å forsegle denne spolen med en kontinuerlig bandasje av vridd hyssing med en diameter på 1,5 ... 2 mm, som deretter dekkes med asfaltlakk.
De vanligste metodene for å tette gummirør til beslag er vist i fig. 3. Gummirør 1 festes på spisskroppen med en spesiell tape 3 eller fire omdreininger av kobbertråd med en diameter på 1 mm.
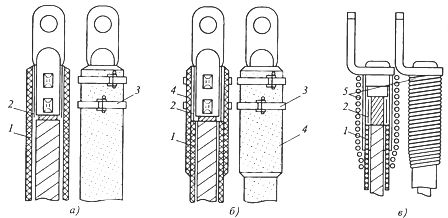
Ris. 3.Metoder for tetting av gummirør på en aluminiumspiss: a — ved å forhåndsrulle røret, b — ved hjelp av et rørstykke, c — vridd hyssing på en støpt spiss, 1 — gummirør, 2 — kveil med oljebestandig gummitape , 3, 5 — bandasjer av ståltape og hyssing, 4 — koblinger laget av gummirør
Epoksykabelterminering, den utmerker seg ved enkel utførelse, pålitelighet, høy elektrisk og mekanisk styrke, sikkerhet og varmebestandighet (arbeidstemperaturen til en slik tetning er fra -50 til +90 ° C).
Den har en generell betegnelse av type KVE og brukes til å terminere strømkabler designet for spenninger opp til 10 kV og brukes i alle lokaler, samt i utendørs elektriske installasjoner som er underlagt beskyttelse mot direkte eksponering for atmosfærisk nedbør og sollys.
En epoksybehandlet kropp dannes etter herding av epoksyforbindelsen, støpt til en konisk form, midlertidig skled langs enden av kabelen.
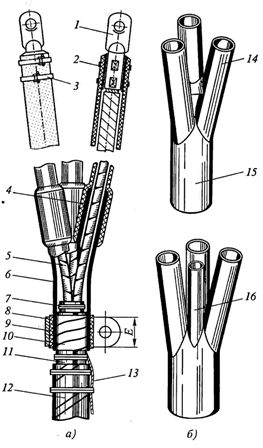
Epoxy kroppsinnsatsen (fig. 4) kan ha følgende design:
-
KVEN — med nitrittgummirør av ledninger for bruk i tørre rom,
-
KVED - med to-lags (nedre lag av polyvinylklorid, øvre lag av polyetylen) rør på venene for bruk i fuktige rom og områder med tropisk og subtropisk klima,
-
KVEP — med utgang fra foringsrøret til isolerte ledere loddet inne i flerkjerneledere i en kabel designet for spenning opptil 1 kV, for bruk i fuktige rom og områder med tropisk og subtropisk klima,
-
KVEz — med nitrittgummirør på entrådsledere av kabler designet for spenninger opp til 1 kV og "låseanordningen" inne i boksen for bruk i fuktige rom og områder med tropisk og subtropisk klima.
Ris. 4. Endelig epoksyforsegling av kabler av forskjellige design: a — KVEN, b — KVED, c — KVEP, d — KVEz, 1 — spiss, 2 — bandasje eller klemme, 3 — nitrittgummirør, 4 — ledende ledning i fabrikkisolasjon , 5 — tilfelle av epoksyblanding, 6 — bandasje laget av rå gjenger på isolasjonen av beltet, 7 — kabelkappe, 8 — dobbeltlags vikling, 9 — ledningsbandasje av jordingsledningen, 10 — jordingsledning, 11 — vikling av bomullstape , dekket med en epoksyblanding, 12 — dobbeltlagsrør, 13 — isolert ledning, 14 — overgangen til kjernen ved lodding, 15 — vikling fra selvklebende PVC-tape, 16 — bar del av kjernen
I tillegg til ovennevnte brukes KVEo-klemmer også uten epoksystøpt kropp, men med en spole av bomullstape limt med en epoksyblanding, er de beregnet for den endelige termineringen av enlederkabler beregnet for spenninger opp til 1 kV, under samme betingelser som KVEN-terminaler og KVED.
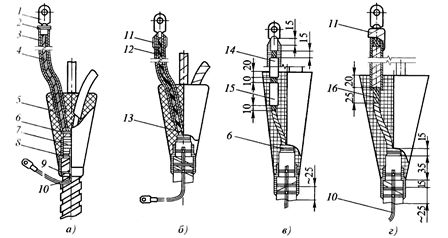
Installasjonen av terminalene begynner etter kutting av kabelen, utført i samsvar med de generelle instruksjonene. Dimensjonene på kabellistene for klemmene KVEP og KVEz bestemmes ved hjelp av fig. 5 og tab. 1.
Ris. 5. Kutte kabelen for montering av KVEP (a) og KVEz (b): 1 — kjerne i fabrikkisolasjon, 2 — belteisolasjon, 3 — kappe, 4 — kabelskjerm
Det særegne ved KVEP-termineringen er at det ikke er de ledende kjernene til kabelen som kommer ut av den, men bitene av isolert ledning festet til dem. Det utføres som følger.Et stykke isolert ledning av nødvendig lengde med et tverrsnitt som tilsvarer tverrsnittet av kabelkjernen er valgt, endene rengjøres, forbereder å koble en av dem til kabelkjernen og den andre til spissen.
Tabell 1 Størrelser på kabelbånd for montering av KVEP og KVEz beslag
Størrelse på segmentene til segmentene til kanalene, mm (se fig. 5) AOONSGBCEP-1, Quep-2170352040-Qvep-3, Queep-4210502045-CVEP-5, Quep-62405020-Quep-724-CV -2, KVEz-3F + 5535202595KVEz-4, KVEz-5F + 55352025120
Merknader:
1. Lengden på de kuttede kabelkjernene (segment Ж) tas avhengig av forholdene for legging og tilkobling, men ikke mindre enn 150 mm.
2. Seksjon G for terminering av KVEz bestemmes avhengig av metoden for terminering av ledningene.
De nakne endene av kobberkjernen til kabelen og kobbertråden avfettes, settes inn i en koblende kobberhylse og loddes ved å helle POS-30 eller POS-40 loddetinn inn i den. Kabelens aluminiumkjerne kobles til en aluminiumstråd i en aluminiumshylse ved å lodde, helle eller krympe.
Etter å ha koblet kjernen av kabelen til lederen, påføres en spole av selvklebende polyvinylkloridtape på det utsatte området, jordlederen loddes til skjermen og strimlene, og deretter avfettes kjernen og kappen ved termineringspunktet med aceton til de gir bedre vedheft til epoksyforbindelsen.
En bevegelig kjegle er montert på den forberedte enden av kabelen, slik at kabelkjernene er i en avstand på minst 6 ... 7 mm fra hvert punkt på kanten, og loddeseksjonen er inne. Formen helles med en epoksyblanding og etter herding fjernes den.
KVEz epoksyterminering (se fig. 4, d) skiller seg fra KBEp-terminering ved at 25 mm lange seksjoner G, kalt låser, fri for isolasjon er igjen på kabelens enkjernede massive ledninger (se fig. 5). Et rør laget av nitrittgummi av denne lengden er plassert over ledningene med synlige seksjoner, som gjør at den ene enden kan trekkes over den sylindriske delen av spissen og den andre senke fordypningene i epoksykroppen til en dybde på minst 20 mm.
Ved montering og fylling av formen med epoxy oppfyller KVEz embeds de samme kravene som KVEP embeds.
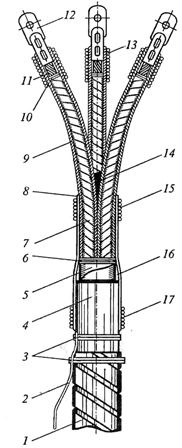
Ris. 6. Avslutning KVV: 1 — kabelskjerm, 2 — jordledning, 3 — trådstrimler av skjerm og kappe, 4 — kabelkappe, 5 — fabrikklaget isolasjon, 6 — bomullsgarnbandasje på midjeisolasjon, 7 — kjerne i fabrikk isolasjon, 8 — glassformet beltevikling, 9 — kjernevikling, 10 — bomullsgarnbandasje på kjerneisolasjon, 11 — bar del av kjernen, 12 — kabelklemme, 13, 15, 17 — bandasjer, 14 — fylling, 16 — utjevningsvalse
Avslutning av kabler med PVC-lister
Endeforseglinger laget av polyvinylkloridbånd og lakk (typebetegnelse KVV) brukes til kabler isolert med papir, beregnet for spenninger opp til 10 kV og brukt innendørs, samt i utendørs installasjoner ved en omgivelsestemperatur som ikke overstiger 40 °C og emne til beskyttelse mot direkte eksponering for nedbør og sollys.
KVV-terminering brukes når nivåforskjellen på høyeste og laveste punkt på plassering av kabel langs traseen ikke er mer enn 10 m, ellers benyttes en spesiell KVV-terminering. Installasjonen av KVV-armaturer utføres ved en omgivelsestemperatur på minst 5 ° C.
Forsegling av KVV (fig. 6) utføres med lim (første versjon) eller ikke-klebende (andre versjon) med polyvinylkloridtape ved bruk av sammensetninger nr. 1 (lokk) eller nr. 2 (fylling), henholdsvis PVC-lim (Fig. med klebelag ) tapen er 0,2 ... 0,3 mm tykk og 15 ... 20 mm bred, og den ikke-klebende tapen er 0,4 mm tykk og 25 mm bred. Dimensjonene på kabeltverrsnittet for komplettering av KVV bestemmes ved hjelp av en tabell. 2 og fig. 5, a.
Kabelsko er sveiset, loddet eller krympet til endene av kabelkjernene.
Ved terminering av kabelkjernene ved å krympe tappen gjennom en lokal fordypning, brukes kun rørsko som har en fabrikktetning. Før kabelens aluminiumtråd krympes, rengjøres den indre overflaten av spissen med en stålbørste og smøres med kvarts-vaselinpasta.
Etter å ha fjernet isolasjonen fra endene av ledningen til en lengde som er lik lengden på rørdelen av spissen og gni dem fra cardo-tapen til en metallisk glans, smøres det utsatte området også med kvarts-vaselinpasta.
Etter slik forberedelse plasseres spissen til den hviler på kjernen, og etter å ha plassert den i pressemekanismen med en tidligere valgt stanse og dyse, bøy den.Gropene oppnådd på den rørformede delen av spissen etter krymping tørkes med en klut fuktet med bensin, smurt med sammensetning nr. 2, og deretter fylt med ruller med polyvinylkloridtape og polyvinylkloridsammensetning nr. 2.
Volumet og formen på taperullen må samsvare med dybden og formen på hullet. Hanken presses inn i hullet og belegges deretter med forbindelse #2.
Avsatsene dannet ved overgangene fra den ytre overflaten av den sylindriske delen av kabelskoene til kjerneisolasjonen er jevnet med en spole av polyvinylkloridtape 7,5 mm bred, for hvilken taperullen 15 mm bred er kuttet i to. Juster på samme måte skjørtet ved overgangen fra bly- eller aluminiumshylsen til båndisolasjonen.
Tabell 2. Kabellistdimensjoner for KVV-klemmemontering
Størrelse på installasjonen Lederseksjon, mm2, for spenningskabler, kVDimensjoner på kanalsegmenter, mm (se Fig. 4, a)1610АОНСКВВ-1До 25—F + 653015KVV-235…5010…25-F + 70535020KV5-35020KV5-35020KV5 5016…25F + 1058025KVV-4120… 15070…9535… 70F + 1058025KVV-5185120…15095…120F + 12510025KVV-62401825150F1-2001825150F1-2 510025KVV-8—240F + 12510025
Merknader:
1. Lengden på de kuttede ledningene (segment G) tas avhengig av tilkoblingsforholdene, men ikke mindre enn 150 mm for en kabel for en spenning på 1 kV, 250 mm for en spenning på 6 kV og 400 mm for en spenning på 10 kV.
2. Seksjon G bestemmes avhengig av metoden for terminering av ledningene.
Tørk deretter de ytre overflatene av ledningsisolasjonen og belteisolasjonen med en klut lett fuktet med bensin, og hver kjerne fra belteisolasjonen til kontaktdelen av spissen er viklet med polyvinylkloridtape (i tre lag med et trådkryss- seksjon på opptil 95 mm2 og i fire lag med et tverrsnitt på 120 mm2 og mer).
Lagene av polyvinylkloridtape påføres med en 50% overlapping av forrige vending (overlapping) og med en spenning der tapen strekkes med en reduksjon av den opprinnelige bredden med ikke mer enn 1/4. Det siste viklingslaget av hver kjerne utføres ved å nærme seg hele stigningen til bly- eller aluminiumshylsen.
Viklingen av hver kjerne er dekket med en børste med et tykt lag av sammensetning nr. 2 i seksjoner 70, 100 eller 120 mm lange (regnet fra enden av båndisolasjonen) med kabeldiametre langs kappen, henholdsvis opp til 25 , 40 og 55 mm. Sammensetningen påføres den delen av overflaten av hver kjerne som vender innover.
Ved hjelp av en børste eller trespatel brukes forbindelse nr. 2 for å fylle det indre rommet mellom venene. Deretter presses venene med hendene inn i en bunt og festes i denne posisjonen med en bomullstapebandasje i en avstand på 10 mm fra området dekket med sammensetning nr. 2.
Den ytre overflaten av bunten av komprimerte årer er også belagt med et tykt lag av sammensetning #2 (ved bruk av sammensetningen ekstrudert i bunten). Mengden av sammensetning i sporene dannet av venene skal være slik at den kommer ut i form av tre ruller over overflaten av bunten, det vil si at de ikke skal stå ufylt med sammensetningen, der luft og fuktighet kan akkumulere.
På seksjonen av kjernene komprimert til en bunt og på seksjonen av kabelkappen påføres en stripeglassvikling av åtte lag polyvinylkloridtape med 50 % overlapp (uavhengig av kabeltverrsnitt og spenning) og ved en avstand på 20 mm fra endene av denne viklingen og på den sylindriske delen av en kabelstang - vridd bandasjer av hyssing med en diameter på 1 mm (tabell 3).
Forbindinger dekkes med polyvinylkloridforbindelse nr. 1 med en børste.
For å øke fuktmotstanden er den ytre overflaten av tetningen dekket med asfaltlakk eller farget emaljemaling.
En midlertidig bandasje laget av bomullstape påført 10 mm over glassspolen kan fjernes etter å ha bøyd ledningene og koblet dem til kontaktene til de tilsvarende gummiene til apparatet eller bryterutstyret, og etter tilstrekkelig tørking av nr. 2-sammensetningen.
I tillegg, før sammensetningen 2 tørker, er det ønskelig å frigjøre innstøpningen fra trykket til impregneringsblandingen, som oppstår på grunn av forskjellen i nivåene av plasseringen av endene av kabelen. Koblingen av kabelen med den nyinstallerte avslutningen under belastning er ikke tillatt tidligere enn 48 timer etter slutten av installasjonen.
KVV-tetninger med ikke-klebende polyvinylkloridtape og flytende forbindelse #1 installeres på samme måte som tetninger som bruker selvklebende tape. I dette tilfellet festes hvert lag med spiral (for å unngå å svekke tettheten til overlegget før ferdigstillelsen av neste lag) midlertidig med en bandasje av 2-3 tråder av rå tråder.
Tabell 3 Avhengighet av bredden på bandasjen av tverrsnittet til kabelkjernene
Kjerneseksjon, mm2162535507095120150185240 Bandasjebredde, mm25303540455055657075
Overflaten til hvert lag av spolen dekkes først med ett, og etter tørking - med det andre laget av sammensetning nr. 1. Det neste laget med tape påføres det tredje laget av sammensetning nr. 1, som ikke påføres umiddelbart langs hele lengden, men gradvis i seksjoner med en lengde på 100 mm.
KVV-tetninger av spesiell utforming brukes med store forskjeller i plasseringsnivåene til kabelendene. De skiller seg fra tetningene til den første og andre designen ved at viklingen på kjerneisolasjonen er laget av fem lag polyvinylkloridtape, og forseglingsryggen er forseglet med en epoksyforbindelse i stedet for nr. 2 polyvinylkloridforbindelse.
I spesialkonstruksjon KVV-beslag er utjevningsspolen mellom spissen og kjerneisolasjonen laget med bomullstape med et generøst belegg av epoksy på hver omgang.