Mekanismer og tilbehør for løft, transport og rigging ved elektrisk installasjon
Tau og løfteinnretninger
 Avhengig av materialet deles tau inn i stål (kabler), hamp og bomull. Ståltau lages i enkelt legging, når tauet er viklet direkte fra wire, og dobbelt legging, når ledningene vikles til tråder og trådene til tau. I henhold til typen strekk av ledninger og tråder er ståltau plassert på tvers, der spenningsretningene til ledninger i tråder og tråder i et tau er motsatte av hverandre, og ensidige, der disse retningene faller sammen. Crossover-kabler er mindre utsatt for å nøste seg opp enn enveis kabler.
Avhengig av materialet deles tau inn i stål (kabler), hamp og bomull. Ståltau lages i enkelt legging, når tauet er viklet direkte fra wire, og dobbelt legging, når ledningene vikles til tråder og trådene til tau. I henhold til typen strekk av ledninger og tråder er ståltau plassert på tvers, der spenningsretningene til ledninger i tråder og tråder i et tau er motsatte av hverandre, og ensidige, der disse retningene faller sammen. Crossover-kabler er mindre utsatt for å nøste seg opp enn enveis kabler.
Sammenlignet med hamp- og bomullstau er ståltau mer pålitelige og holdbare og finner derfor overveiende bruk i heising og heising. Hamp- og bomullstau brukes kun til ledninger eller til å løfte små laster (levering av verktøy og tilbehør, løfteguirlander ved montering av koblingsskinnen osv.).
Ulempene med stålkabler inkluderer deres relativt lave elastisitet (fleksibilitet). Fleksibiliteten til tauene avhenger av diameteren til ledningene: jo mindre diameteren er på ledningene i strengene til tauet, desto større er fleksibiliteten til tauet. Et tau laget av tynnere ledninger slites raskere og er dyrere. Derfor bør valget av tau gjøres avhengig av deres formål.
Ståltau oppbevares i spoler eller tromler i lukkede tørre rom på treforing. Hvert tau skal være utstyrt med en etikett som angir tautype, diameter, lengde og vekt. Arbeidstau skal smøres med tausalve på følgende tidspunkt: belastning (rulle) — 1 gang på 2 måneder, tau og slynger — 1 gang på 1,5 måneder, klemmer — 1 gang på 3 måneder. Tauene som lagres på lageret smøres en gang hver 6. måned.
Valget av tau for heisemekanismer og løfteinnretninger gjøres i henhold til verdien av tauets faktiske bruddkraft i N (belastningen som tauprøven knekker ved ved testing på en strekkprøvemaskin). Denne innsatsen er vanligvis gitt i passet til tauet (sertifikatet). Hvis den faktiske bruddstyrken ikke er angitt i passet, men den totale bruddstyrken til alle individuelle ledninger (Rsum), bør den faktiske bruddstyrken tas til 0,83 Rsum.
Ved arbeid med tau er det nødvendig å overvåke graden av slitasje og å avvise tau med farlig slitasje. Den farlige slitasjen på tauet bestemmes av antall ødelagte ledninger ved leggetrinnet (lengden på tauet som tråden gjør en fullstendig omdreining rundt sin akse gjennom).På den delen av tauet som det største antallet ødelagte ledninger er funnet på, noteres leggetrinnet og antall brudd telles på det.
Når ståltaudiameteren minker som følge av overflateslitasje eller korrosjon med mer enn 40 % av opprinnelig verdi, avvises tauet.
Stål-, hamp- og bomullstau, slynger av alle typer og løfteinnretninger må underkastes periodiske kontroller under drift av den som er ansvarlig for vedlikeholdet, samt bestå statiske belastningstester.
Slynger tjener til å feste lasten til kroken på løftemekanismen. Slyngene er laget av ståltau. Avhengig av formålet med seilene og elementene i det elektriske utstyret som skal løftes og installeres, brukes stropper av forskjellig design. Tilkoblingen av den frie enden av kabelen til hovedgrenen for å danne en løkke av slyngen utføres av en flette. Kabelfletting er en kompleks operasjon som krever svært dyktige entreprenører og må utføres av spesielle fletteinnretninger.
Valg av standard seilstørrelse gjøres basert på vekt, konfigurasjon og plassering av seilutstyr og last. Belastningen på en gren av seilet bestemmes av formelen S = Q / (n NS cosα),
hvor S er belastningen på den ene grenen av seilet, kg, Q er massen til løftet last, kg, n — antall grener på seilet, α — vinkelen mellom den vertikalt senkede aksen og grenen til seilet (Figur 1).
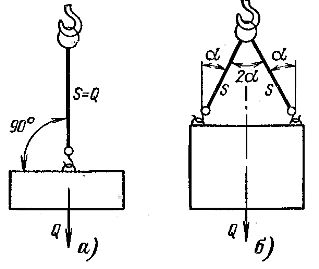
Ris. 1. Ordninger for stropper med last
Slynger bør velges så lange at vinkelen mellom grenene på slyngen og vertikalen ikke overstiger 45 °.Ved løfting må elementene til det elektriske utstyret henges fra deler som er spesielt designet for dette formålet (rammer, braketter, monteringsløkker). I tilfelle de tekniske forholdene eller fabrikkinstruksjonene forbyr at løfteinnretninger (øyne) utsettes for strekk med en slynge på skrå, må løftingen utføres ved hjelp av sviller (fig. 2).
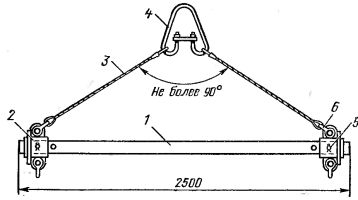
Ris. 2. Travers for løfting av elektrisk utstyr med en lastekapasitet på opptil 10 elementer 1 — rør, 2 — kobling, 3 — slynge med to løkker, 4 — avtakbar oppheng (edderkopp), 5 — pinne, 6 — rett brakett.
Hvert belte skal være utstyrt med et tegn som bærer beltets merke og datoen for dets test. Tokens festes ved å veve inn i en kabelstreng under produksjon av seil.
Kun riggere og elektrikere som har gjennomgått spesialutdanning og har opptaksbevis til produksjon av slyngeverk, kan få jobbe med slipe- og løfteutstyr og annet gods. Løfting av kritisk tung last må gjøres under direkte tilsyn av en arbeidsleder eller arbeidsmaker.
Klosser og ruller
Blokkene brukes ved rigging for å endre retning på slepetau (forgreningsblokker) eller som del av kjettingtaljer. Barriereblokker er hovedsakelig laget med et sammenleggbart kinn, siden det i dette tilfellet ikke er behov for å trekke tauet gjennom blokken.
Valget av grenblokken utføres i henhold til formelen Q = PK,
der Q er lastkapasiteten til blokken, N, P er kraften som virker på tauet, N, K er koeffisienten avhengig av vinkelen mellom tauretningene (fig. 3).
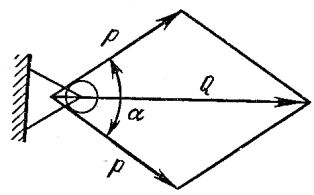
Ris. 3. Krafter som virker på segmentet
Verdien av koeffisienten K tas avhengig av vinkelen α: 0О — 2, 30О — 1,94, 45О — 1,84, 60О — 1,73, 90О — 1,41
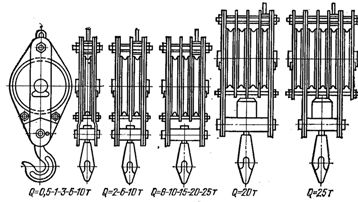
Ris. 4. Blokker
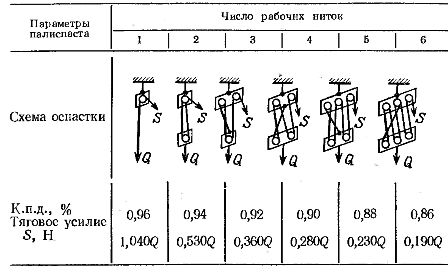
Heis brukes til løfting eller horisontal bevegelse av last, når trekkkraften som kreves for løfting eller flytting overstiger belastningskapasiteten til trekkmekanismen. Polyspasten består av to blokker, bevegelige og faste, forbundet med hverandre med et tau, som er festet til øyet til en av blokkene, vekselvis bøyer seg rundt rullene til de to blokkene, og den andre - med den løpende enden er festet til trekkmekanismen.
Størrelsen på kraften ved enden av det roterende tauet til kjettingtaljen bestemmes av formelen S = 9,8Q /(ηн)
der S er størrelsen på innsatsen, N, Q er massen til den løftede lasten, kg, η — c. P. D. Kjedetalje, n — antall kjettinger til kjettingtaljen. Verdien av trekkkraften S må ikke overstige trekkmekanismens lastekapasitet. Valget av skjemaet for kjettingtaljen avhengig av massen til den løftede lasten og lastekapasiteten til trekkmekanismen (traktor, vinsj) kan gjøres i henhold til tabell 1.
Effektivitetskoeffisient, skjemaer og størrelsen på polystyren-trekkinnsatsen
Vinsjer og taljer
Under drift av vinsjer og taljer, konstant overvåking av deres tilstand og servicevennlighet av alle deler, periodiske forebyggende kontroller med eliminering av oppdagede funksjonsfeil og merking av personen som er ansvarlig for tilstanden til vinsjene eller taljene i en spesiell avis, samt deres periodiske testing minst en gang i året for en spesiell teststand eller på et installasjonssted med en statisk belastning som overstiger den nominelle med 25 %.Testdata må registreres i en protokoll som er lagret i mekanismens pass.
En plate som viser datoen for prøvingen og datoen for den etterfølgende prøvingen skal festes til vinsjen eller taljen. Vinsjer og taljer som ikke har bestått neste ordinære prøve skal tas ut av drift inntil prøvene er utført.
Vinsjer er mye brukt i laste- og losseoperasjoner, rigging av transformatorer, brytere og annet utstyr for innendørs koblingsanlegg, tavler og samleskinner for utendørs koblingsanlegg. Avhengig av type drivverk er vinsjene som brukes til elektrisk installasjon delt inn i manuell, elektrisk og standardisert. Håndvinsjer brukes i produksjon av elektrisk arbeid hovedsakelig av to typer - trommel og spak.
Lette trommelvinsjer og spakvinsjer brukes hovedsakelig på grunn av sin lille størrelse og relativt lette vekt. Håndvinsjer anbefales for bruk med en løftekapasitet på ikke mer enn 3 tonn på grunn av deres klønete, tunge vekt og betydelige innsats på håndtaket på håndvinsjer med en løftekapasitet på over 3 tonn.
Håndspakvinsjer fungerer etter prinsippet om å trekke et fungerende trekktau, hvis tau har en klemme. Det fremre håndtaket er montert på enden av stroppskaftet, som er en to-armet spak med en dreiepunkt i midten. For å mate tauet inn i trekkmekanismen, flytt tauet mot håndtaket. I dette tilfellet vil begge klemmeparene spre seg og tillate at enden av slepetauet skyves gjennom hullet i beslaget til det kommer ut av hullet i festet.

Ris. 5. Håndspaksvinsj
Håndvinsjer anbefales for bruk ved utføring av små mengder arbeid, i mangel av en strømkilde og i fravær av mekaniserte løfteinnretninger på stedet (gaffeltrucker, kraner, elektriske vinsjer).
Den elektriske vinsjen består av følgende hovedenheter: ramme, trommel, girkasse, bremseanordning og elektrisk motor. Motorspenningen er 380/220 V. Rammen brukes til å romme alle vinsjenheter på den. Den elektromagnetisk aktiverte bremseanordningen er koblet til den elektriske vinsjmotoren og fungerer automatisk når denne er slått av. Dreiemomentet overføres fra motoren til vinsjtrommelen gjennom en girkasse. Festingen av trommelen til akselen til girkassen utføres ved hjelp av en tannet eller kamkobling.
Det kinematiske diagrammet for den elektriske vinsjen er vist i fig. 6.
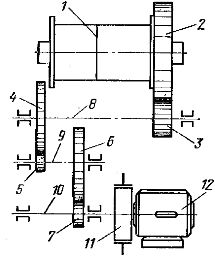
Ris. 6. Kinematisk diagram av den elektriske vinsjen: 1 — trommel, 2 — 7 — girkassegir, 8 — 10 — girkasseaksler, 11 — bremseanordning, 12 — elektrisk motor.
Talu kalles en opphengt type heis med manuell eller elektrisk drift. Manuelle taljer er laget med snekke- og tannutstyr, de brukes til å installere reaktorer i cellene til koblingsutstyr innendørs, for overhaling og demontering av elektriske motorer, etc. Den manuelle taljen består av en øvre og nedre lastekjedeblokk. Den øvre blokken inneholder et hus, et snekkepar inkludert et hjul med et lastegir og en snekke med en bremseanordning, et trekkhjul med en endeløs kjede og en øvre krok for oppheng. Den nedre delen består av et bur, en lasterull og en nedre krok.
Taljen er opphengt i den faste støtten ved den øvre kroken Når trekkhjulet roterer, roterer snekken ved hjelp av en kjetting, hvis aksel er fast forbundet med trekkhjulet. Snekken driver snekkehjulet med lastgiret samtidig som den velger lastekjedet og får den nedre kroken og lasten som henger fra den til å stige eller falle. Manuelle taljer med giroverføring produseres med en lastekapasitet på opptil 5 tonn.
Den elektriske taljen er designet for vertikal løfting og senking, samt for horisontal bevegelse av last på en enskinnevei som taljen beveger seg på. Den elektriske heisen av TE-typen består av to hovedenheter: en løftemekanisme og en boggi som løftemekanismen er opphengt til.
Løftemekanismen består av en kropp med en trommel og en elektrisk motor innebygd i den, en girkasse, en elektromagnetisk brems og en opphengsanordning (krokblokk). Bremsen aktiveres automatisk når motoren slås av og slippes når motoren slås på.
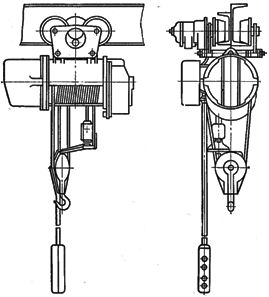
Ris. 7. TE type elektrisk talje
Understellet består av to kinn, til den ene er festet to aksler med fritt roterende hjul, og til de to andre drivhjulene, på hvis flenser er skåret tannfelger. Heismotorer startes av reversible magnetiske startere. Styring av heving, senking og horisontal bevegelse til høyre eller venstre Elektriske taljer brukes oftest i lokalene for storskala montering av deler av utstyr av blokker og sammenstillinger, samt for overhaling av deler av brytere (skille kammer, brann slokkekammer) og annet utstyr i mobile lagerrom og enheter.Elektriske taljer av typen TE produseres for løftehøyder på 6, 12 og 18 m.
Gråter
Jekker brukes hovedsakelig til rigging og installasjon av krafttransformatorer, synkronkompensatorer og annet tungt utstyr når disse arbeidene ikke kan utføres med kraner.
Ved design er jekkene delt inn i stativ, skrue og hydraulikk. Stativet består av en fast base 1 med en sveiset vertikal tannstang 4, en løftekropp 3 med en girkasse og et håndtak 2. Lasten løftes på det øvre midthodet eller på underbenet.
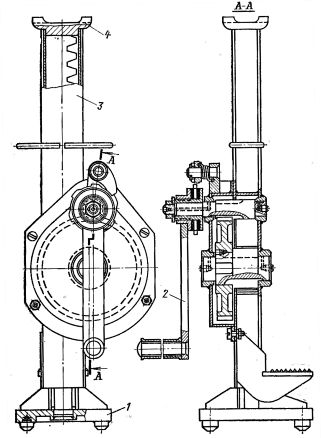
Ris. 8. Jekk for bagasjerom
Tilstedeværelsen av den nedre poten skiller rack-jekken gunstig fra andre design, da den tillater løfting av laster med lav plassering av støtteflatene. For å heve lasten, drei jekkhåndtaket med klokken. I dette tilfellet overføres rotasjonen til tannhjulet, som, rullende langs skinnen 4, løfter girkassen og jekkhuset sammen med lasten sammen med den.
Når rotasjonskraften på håndtaket er svekket, holder en spesiell pal håndtaket gjennom sperreskiven mot omvendt rotasjon under trykket fra lasten og hindrer dermed lasten i å falle. Av sikkerhetsgrunner må du imidlertid ikke fjerne hånden fra håndtaket når du løfter eller senker en last eller mens lasten forblir i hevet posisjon.
En jekk (fig. 9) består av et hus 1, en lasteskrue 2 og et håndtak 3 med skralle, batong og holdestang med fjær. Løfting av lasten gjøres ved å dreie håndtaket mot klokken.I dette tilfellet roterer lasteskruen 2 i den faste innvendige skruen, og den bevegelige skruen med jekkhodet og vekten som hviler på hodet løftes. Når du senker lasten, slå på pallåsen og vri håndtaket i motsatt retning.
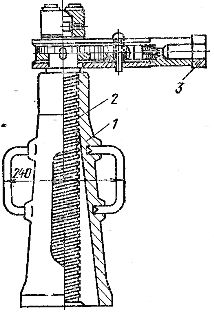
Ris. 9. Skrujekk
Hydraulisk jekk (fig. 10) består av hus 1, tank 2 og pumpe 3. Pumpe 3 og kamaksel 6 er installert i hermetisk forseglet tank 2. Ventil 8 i huset under stempel 4. Stempelet stiger og løfter lasten. redusere belastningen, væsken returneres til tanken. Væsken fylles gjennom pluggen 11, og drenering utføres gjennom pluggen 5. For å fylle tanken 2 brukes industriolje.
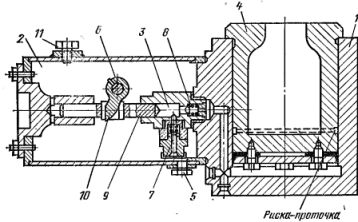
Ris. 10. Hydraulisk jekk
Teleskoptårn og hydrauliske heiser
Teleskoptårn brukes hovedsakelig ved arbeid på eksterne koblingsskinner. Teleskoptårn gir trygge arbeidsforhold ved løfting av arbeidere med verktøy, innretninger og last for arbeid i høyden, og gir også gunstige forhold for høyytelsesarbeid ved montering av girlander, ledninger og beslag.
Sammenlignet med teleskoptårn har hydrauliske heiser med leddbom den store fordelen at deres utforming tillater, på grunn av tilstedeværelsen av en leddbom, å flytte vuggen med en last i hevet tilstand i alle retninger uten å flytte heisen.