Elektriske drev for CNC-maskiner
 Moderne multifunksjonelle metallskjæremaskiner og industriroboter er utstyrt med multimotor elektriske drev som beveger utøvende organer langs flere koordinatakser (fig. 1).
Moderne multifunksjonelle metallskjæremaskiner og industriroboter er utstyrt med multimotor elektriske drev som beveger utøvende organer langs flere koordinatakser (fig. 1).
Kontroll av driften av en CNC-maskin utføres ved hjelp av standardsystemer som genererer kommandoer i samsvar med et program definert i digital form. Opprettelsen av høyytelses mikrokontrollere og enkeltbrikke mikrodatamaskiner, som utgjør den programmerbare CPU-kjernen, gjorde det mulig med deres hjelp å automatisk utføre mange geometriske og teknologiske operasjoner, samt å utføre direkte digital kontroll av det elektriske drivsystemet og elektro-automatisering.
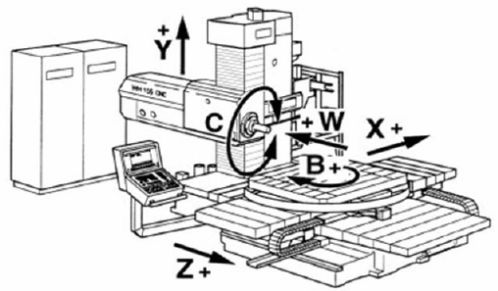
Ris. 1. Drive system av CNC fresemaskin
Typer elektriske stasjoner for CNC-maskiner og krav til dem
Prosessen med å kutte metall utføres ved gjensidig bevegelse av delen som skal behandles og bladet til skjæreverktøyet.Elektriske stasjoner er en del av metallskjæremaskiner, som er designet for å utføre og regulere metallbearbeidingsprosesser gjennom et CNC-system.
Ved bearbeiding er det vanlig å skille hovedbevegelsene som gir kontrollerte skjæreprosesser under den gjensidige bevegelsen av verktøyet og arbeidsstykket, samt hjelpebevegelser som letter den automatiske driften av utstyret (nærmer seg og trekker ut overvåkingsverktøy, skifter verktøy og etc.).
De viktigste inkluderer hovedskjærebevegelsen, som har den høyeste hastigheten og kraften, som gir] den nødvendige kuttekraften, samt matebevegelsen, som er nødvendig for å bevege arbeidslegemet langs en romlig bane med en gitt hastighet. For å oppnå overflaten til produktet med en gitt form, forteller arbeidslegemene til maskinen arbeidsstykket og verktøyet om å flytte ønsket bane med en innstilt hastighet og kraft. Elektriske drev gir rotasjons- og translasjonsbevegelser til arbeidslegemene, hvis kombinasjoner, gjennom den kinematiske strukturen til maskinene, gir de nødvendige gjensidige forskyvninger.
Formålet og typen av metallbearbeidingsmaskin avhenger i stor grad av formen på den produserte delen (kropp, aksel, skive). Evnen til en multifunksjonsmaskin til å generere verktøy- og arbeidsstykkebevegelsene som kreves under bearbeiding, bestemmes av antall koordinatakser og derfor av antall sammenkoblede elektriske drev og strukturen til kontrollsystemet.
Foreløpig er stasjoner hovedsakelig utført på grunnlag av pålitelige AC-motorer med frekvensstyringutført av digitale regulatorer.Ulike typer elektriske stasjoner er implementert ved bruk av typiske industrielle moduler (fig. 2).
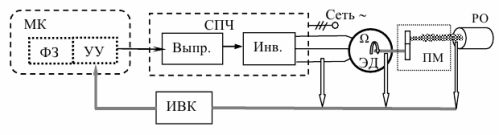
Ris. 2. Typisk funksjonsskjema for en elektrisk stasjon
Minimumssammensetningen av de elektriske drivblokkene består av følgende funksjonelle blokker:
-
executive elektrisk motor (ED);
-
frekvensomformer (HRC), som konverterer den elektriske kraften til det industrielle nettverket til en trefaset motorforsyningsspenning med nødvendig amplitude og frekvens;
-
en mikrokontroller (MC) som utfører funksjonene til en kontrollenhet (CU) og en oppgavegenerator (FZ).
Den industrielle enheten til strømfrekvensomformeren inneholder en likeretter og en effektomformer som genererer en sinusformet spenning med de nødvendige parameterne bestemt av signalene til kontrollenheten ved hjelp av mikroprosessorkontroll av utgangs-PWM-bryteren.
Algoritmen for å kontrollere driften av den elektriske stasjonen implementeres av mikrokontrolleren ved å generere kommandoer oppnådd som et resultat av å sammenligne signalene til oppgavegeneratoren og dataene mottatt fra informasjonsdatabehandlingskomplekset (IVC) basert på prosessering og analyse av signaler fra et sett fra sensorer.
Den elektriske drivmotoren inneholder i de fleste applikasjoner en induksjonselektrisk motor med en ekorn-burrotorvikling og en girkasse som mekanisk overføring av rotasjon til maskinspindelen. Girkassen er ofte utformet som en girkasse med elektromekanisk fjerngirskifte.Den elektriske driften til hovedbevegelsen gir den nødvendige skjærekraften ved en viss rotasjonshastighet, og derfor er hensikten med hastighetsreguleringen å opprettholde konstant kraft.
Det nødvendige området for rotasjonshastighetskontroll avhenger av diametrene til de behandlede produktene, deres materialer og mange andre faktorer. I moderne automatiserte CNC-maskiner utfører hoveddrevet komplekse funksjoner knyttet til gjengeskjæring, maskinering av deler med forskjellige diametre og mye mer. Dette fører til behovet for å gi et veldig stort utvalg av hastighetskontroll samt bruk av en reversibel drift. I multifunksjonsmaskiner kan det nødvendige rotasjonshastighetsområdet være tusenvis eller mer.
Det kreves også svært store hastighetsområder i matere. Så i konturfresing bør du teoretisk ha et uendelig hastighetsområde, da minimumsverdien har en tendens til null på noen punkter. Ofte utføres den raske bevegelsen av arbeidslegemene i behandlingsområdet også av en mater, noe som i stor grad øker hastighetsendringsområdet og kompliserer kjørekontrollsystemene.
I matere brukes synkronmotorer og berøringsfrie likestrømsmotorer, samt i noen tilfeller asynkrone motorer. Følgende grunnleggende krav gjelder for dem:
-
bredt spekter av hastighetsregulering;
-
høy topphastighet;
-
høy overbelastningskapasitet;
-
høy ytelse under akselerasjon og retardasjon i posisjoneringsmodus;
-
høy posisjoneringsnøyaktighet.
Stabiliteten til drivkarakteristikkene må garanteres under lastvariasjoner, endringer i omgivelsestemperatur, forsyningsspenning og mange andre årsaker. Dette tilrettelegges av utviklingen av et rasjonelt adaptivt automatisk kontrollsystem.

Mekanisk del av drivverket til maskinen
Den mekaniske delen av drivverket kan være en kompleks kinematisk struktur som inneholder mange deler som roterer med forskjellige hastigheter. Følgende elementer skilles vanligvis:
-
rotor av en elektrisk motor som skaper dreiemoment (roterende eller bremsing);
-
mekanisk girkasse, t, s. et system som bestemmer bevegelsens natur (rotasjon, translasjon) og endrer bevegelseshastigheten (redusering);
-
en arbeidende kropp som omdanner bevegelsesenergien til nyttig arbeid.
Asynkron drivsporing av hovedbevegelsen til metallskjæremaskinen
Den moderne justerbare elektriske stasjonen til hovedbevegelsen til CNC-metallbearbeidingsmaskiner er hovedsakelig basert på asynkrone motorer med en burrotorvikling, noe som har blitt tilrettelagt av mange faktorer, blant annet bør det bemerkes forbedringen av den elementære informasjonsbasen og kraftelektronikk.
Reguleringen av modusene til vekselstrømmotorer utføres ved å endre frekvensen til forsyningsspenningen ved hjelp av en kraftomformer, som sammen med frekvensregulering endrer andre parametere.
Egenskapene til den sporende elektriske stasjonen avhenger i stor grad av effektiviteten til den innebygde ACS.Bruken av høyytelses mikrokontrollere har gitt store muligheter for organisering av elektriske styresystemer.
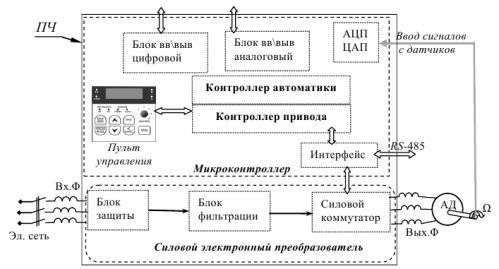
Ris. 3. Typisk kontrollstruktur for induksjonsmotoren ved bruk av en frekvensomformer
Drivkontrolleren genererer tallsekvenser for strømbryteren som regulerer driften av den elektriske motoren. Automatiseringskontrolleren gir de nødvendige egenskapene i start- og stoppmodus, samt automatisk justering og beskyttelse av utstyret.
Maskinvaredelen av datasystemet inneholder også: - analog-digital og digital-analog omformere for å legge inn signaler fra sensorer og kontrollere deres drift;
-
inngangs- og utgangsmoduler for analoge og digitale signaler, utstyrt med grensesnittutstyr og kabelkontakter;
-
grensesnittblokker som utfører intern intermoduldataoverføring og kommunikasjon med eksternt utstyr.
Et stort antall innstillinger av frekvensomformeren, introdusert av utvikleren, tatt i betraktning de detaljerte dataene til en bestemt elektrisk motor, gir visse kontrollprosedyrer, blant annet kan det bemerkes:
-
hastighetsregulering i flere nivåer,
-
øvre og nedre frekvensgrense,
-
dreiemomentgrense,
-
bremsing ved å levere likestrøm til en av motorfasene,
-
overbelastningsbeskyttelse, men i tilfelle overbelastning og overoppheting, gir strømsparingsmodus.
Drive basert på kontaktløse DC-motorer
Verktøymaskiner har høye krav til rekkevidden av hastighetskontroll, linearitet av kontrollkarakteristikk og hastighet, da de bestemmer nøyaktigheten av den relative posisjoneringen av verktøyet og delen, samt hastigheten på deres bevegelse.
Kraftdrifter ble implementert hovedsakelig på grunnlag av DC-motorer, som hadde de nødvendige kontrollegenskapene, men samtidig var tilstedeværelsen av en mekanisk børstesamler forbundet med lav pålitelighet, kompleksitet av vedlikehold og et høyt nivå av elektromagnetisk interferens.
Utviklingen av kraftelektronikk og digitale datateknologier bidro til at de ble erstattet i elektriske stasjoner med kontaktløse likestrømsmotorer, noe som gjorde det mulig å forbedre energikarakteristikkene og øke påliteligheten til maskinverktøy. Imidlertid er kontaktløse motorer relativt dyre på grunn av kompleksiteten til kontrollsystemet.
Men prinsippet for drift av en børsteløs motor er en likestrøms elektrisk maskin med en magnetoelektrisk induktor på rotoren og armaturviklinger på statoren. Antall statorviklinger og antall poler til rotormagnetene velges avhengig av de nødvendige egenskapene til motoren. Å øke dem bidrar til å forbedre kjøring og kjøreegenskaper, men fører til en mer kompleks motordesign.
Ved kjøring av metallskjæremaskiner brukes hovedsakelig en struktur med tre armaturviklinger, laget i form av flere sammenkoblede seksjoner, og et eksitasjonssystem av permanente magneter med flere par poler (fig. 4).
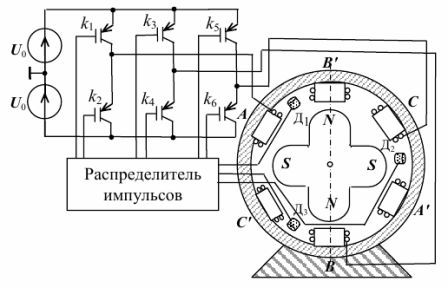
Ris. 4. Funksjonsskjema for en kontaktløs DC-motor
Dreiemomentet dannes på grunn av samspillet mellom de magnetiske fluksene skapt av strømmene i statorviklingene og rotorens permanente magneter. Den konstante retningen til det elektromagnetiske momentet sikres ved passende kommutering som tilføres statorviklingene med likestrøm. Sekvensen for tilkobling av statorviklingene til kilden U utføres ved hjelp av krafthalvlederbrytere, som byttes under påvirkning av signaler fra pulsfordeleren når spenningen tilføres fra rotorposisjonssensorene.
I oppgaven med å regulere driftsmodusene til den elektriske stasjonen til berøringsfrie likestrømsmotorer, skilles følgende innbyrdes forhold ut:
-
utvikling av algoritmer, metoder og midler for å kontrollere en elektromekanisk omformer ved å påvirke fysiske mengder tilgjengelig for måling;
-
lage et automatisk kjørekontrollsystem ved å bruke teorien og metodene for automatisk kontroll.
Elektrohydraulisk drift basert på en trinnmotor
I moderne verktøymaskiner er leddelektrohydrauliske drivverk (EGD) semi-vanlige, der diskrete elektriske signaler som kommer fra et elektronisk CNC-system konverteres av synkrone elektriske motorer til akselrotasjon. Dreiemomentet utviklet under påvirkning av signalene fra drivkontrolleren (CP) til CNC-systemet fra den elektriske motoren (EM) er inngangsverdien for den hydrauliske forsterkeren koblet gjennom den mekaniske transmisjonen (MP) til det utøvende organet (IO) av verktøymaskinen (fig. 5).

Ris. 5. Funksjonsskjema for den elektrohydrauliske driften
Den kontrollerte rotasjonen av den elektriske motorrotoren ved hjelp av inngangstransformasjonen (VP) og den hydrauliske ventilen (GR) forårsaker rotasjonen av den hydrauliske motorakselen (GM). For å stabilisere parametrene til den hydrauliske forsterkeren, brukes vanligvis intern tilbakemelding.
I de elektriske drevene til mekanismer med start-stopp karakter av bevegelse eller kontinuerlig bevegelse, har trinnmotorer (SM) funnet anvendelse, som er klassifisert som en type synkrone elektriske motorer. Pulseksiterte trinnmotorer er best egnet for direkte digital kontroll brukt i CNC-kontroll.
Intermitterende (trinnvis) bevegelse av rotoren ved en viss rotasjonsvinkel for hver puls gjør det mulig å oppnå tilstrekkelig høy posisjoneringsnøyaktighet med et meget stort område av hastighetsvariasjon fra nesten null.
Når du bruker en trinnmotor i en elektrisk drift, styres den av en enhet som inneholder en logisk kontroller og en bryter (fig. 6).

Ris. 6. Kontrollenhet for trinnmotor
Under handlingen av nchannel-valgkontrollkommandoen genererer CNC-drivkontrolleren digitale signaler for å kontrollere krafttransistorbryteren, som i den nødvendige sekvensen kobler likespenningen til statorviklingene. For å oppnå små verdier av vinkelforskyvning i ett trinn α = π / p, plasseres en permanent magnet med et stort antall polpar p på rotoren.