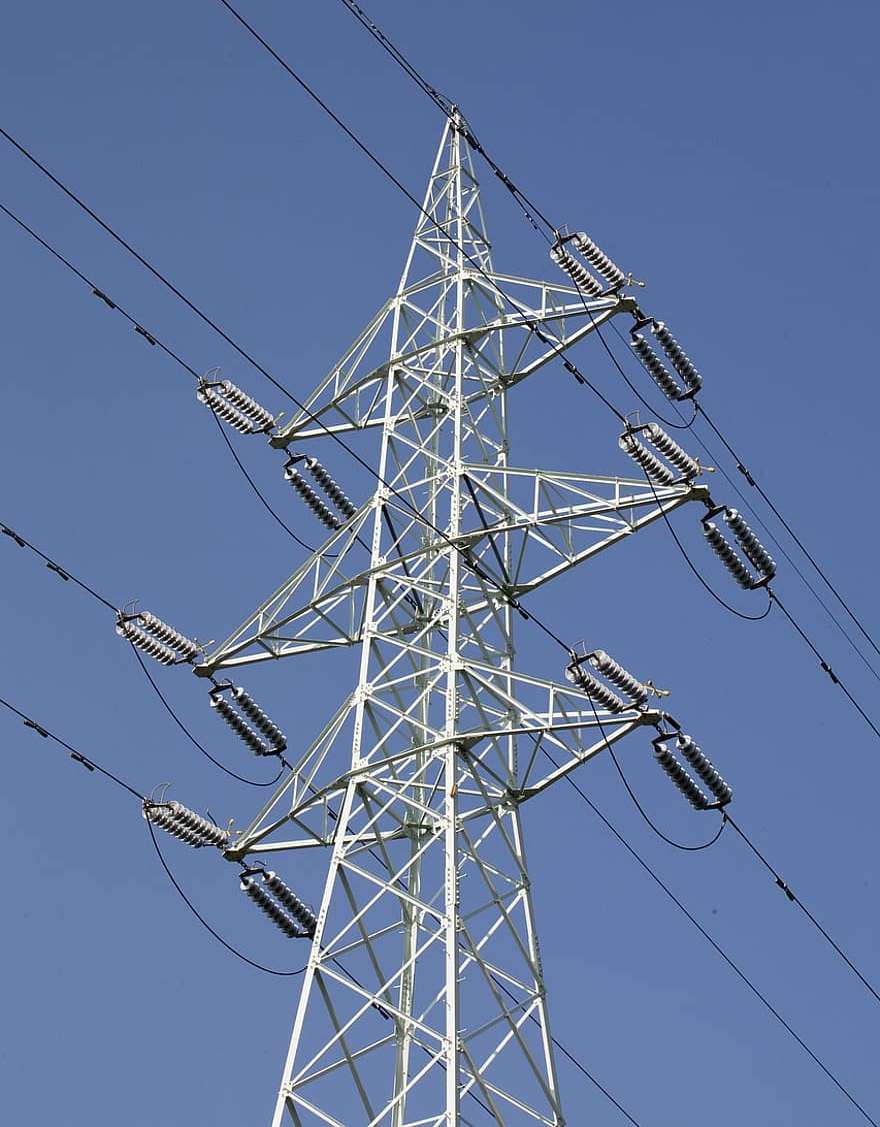
Metallstolper for luftledninger (PTL)
Bruksområdet for metallstøtter for luftledninger (PTL) bestemmes hovedsakelig av en rekke betydelige fordeler som gunstig skiller støtter laget av metall fra støtter laget av tre og armert betong.
Fordelene med metallstøtter sammenlignet med tre er som følger:
-
Lengre levetid;
-
Evnen til å motstå brann og ødeleggelse fra lynutladninger i støtten;
-
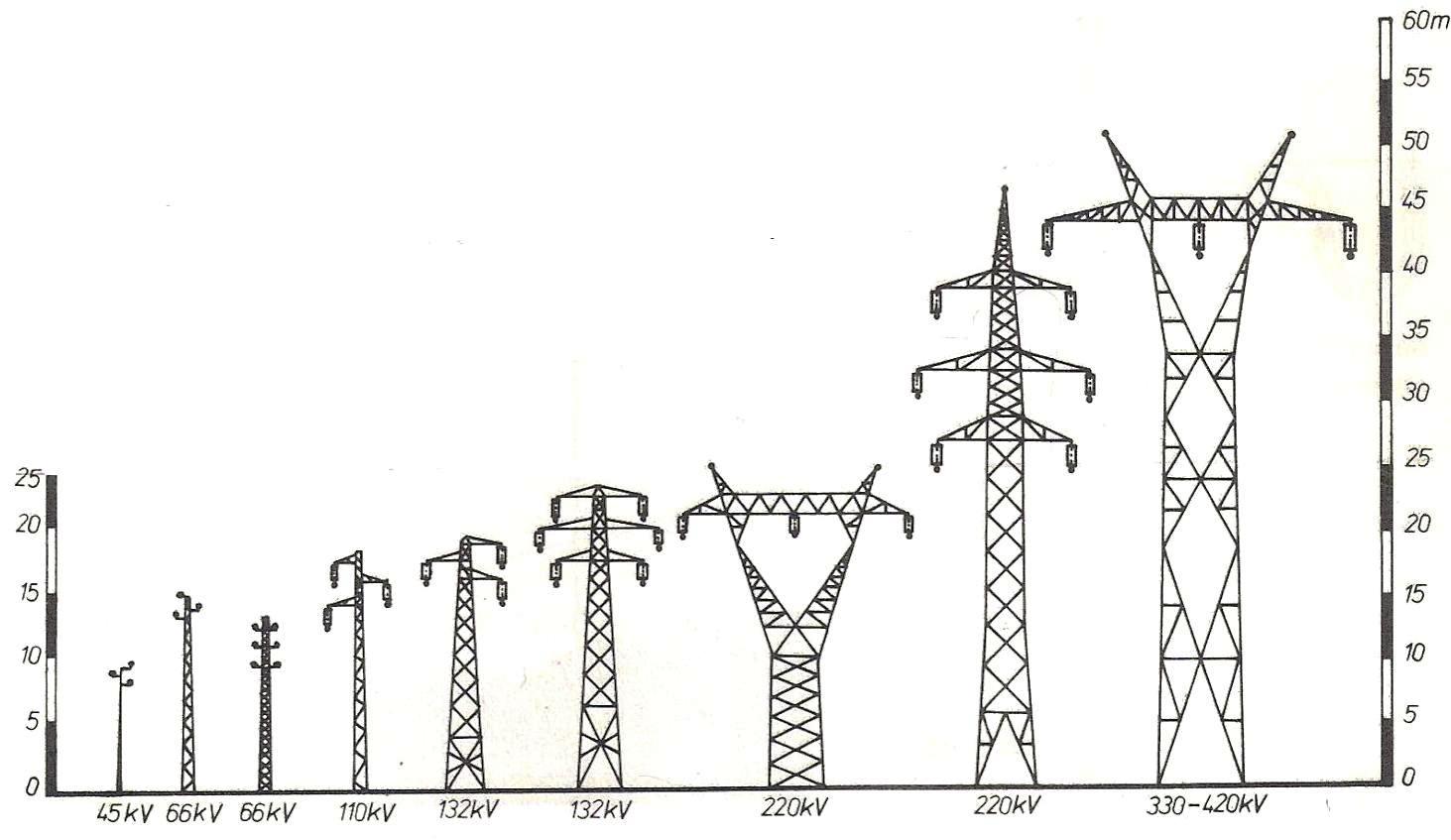
Støtte for betydelig flere kabler og praktisk talt ubegrensede støttehøyder;
-
Høy driftssikkerhet og enkelt vedlikehold;
-
De beste forholdene for jording og oppheng av beskyttelseskabler;
-
Den beste arkitektoniske utformingen av pylonen;
-
Stor montering som tillater produksjon av hele hovedstøtteelementer eller individuelle seksjoner i fabrikker, noe som reduserer arbeidskrevende arbeid på banen betydelig. I tillegg er metallstøtter med samme belastning og høyde omtrent lettere enn tre og armert betong.
Ulempene med metallstøtter er:
-
Behovet for deres periodiske maling for å forhindre rust;
-
Dårlig bruk av kjøretøykapasitet ved transport av rekvisitter;
-
Behovet for å utføre spesielt arbeid på banen (installasjon, boring og noen ganger sveising av metallkonstruksjoner), som krever en dyktig arbeidsstyrke av forskjellige spesialiteter og kompliserer installasjonen;
-
Økte innledende linjebyggingskostnader.
Metallstøtter er laget:
-
på linjer der det kreves høy driftssikkerhet, lang levetid for støtten, samt med doble kjedelinjer;
-
ved store kryssinger gjennom ulike tekniske strukturer eller gjennom elver;
-
i by- og industriområder og i fjellområder der trestøtter ikke er plassert på grunn av deres store plandimensjoner.
Strukturelle elementer av metallstøtter
Metallstøtten består av følgende fire hovedkonstruksjonselementer:
-
fundament;
-
støtte av en hovedsøyle eller aksel;
-
traversere;
-
tau eller støttehorn.
Fotens base tjener til å forankre den i pundet og gir stabilitet til foten. I noen tilfeller er basene til støttene laget av metall.
Hovedsøylen, som en støtte for å feste sviller og tau i en viss høyde fra bakken, oppfatter alle ytre belastninger fra ledninger og kabler og overfører dem til basen.
Ved design er hovedsøylen eller støtteakselen en lett gitterromstol med rektangulært eller kvadratisk tverrsnitt. I nesten alle typer støtter reduseres tverrsnittsdimensjonene til støttesøylen fra bunn til topp.
Det romlige fagverket, som fungerer som støttestativ, består av:
-
fire hovedstenger (ribber), kalt akkorder, som bærer mesteparten av lasten;
-
systemer med hjelpestenger eller gitter plassert på de fire sidene av støtten og forbinder beltene;
-
flere systemer med horisontale braketter plassert i separate tverrsnitt av støtten og kalt membraner.
Skjøtene til gitterstengene med beltet eller med hverandre kalles noder. Sentrum av en node er skjæringspunktet mellom de langsgående aksene til stolpene som konvergerer ved en gitt node.
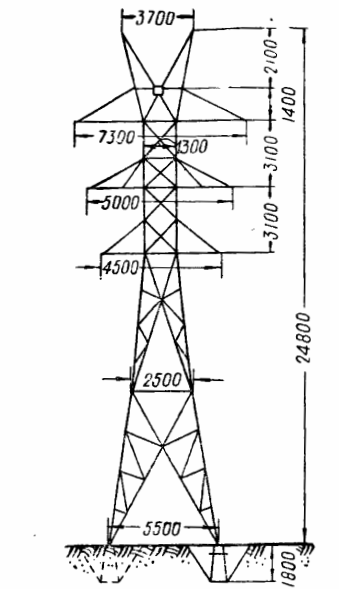
Mellomliggende tokjedet støtte i metall
Den delen av akkorden som ligger mellom to tilstøtende noder kalles et panel, og avstanden mellom sentrene til disse nodene er lengden på panelet.
Gitteret og granittene til søylene kjennetegnes ved deres posisjon i forhold til linjens akse.
Tverr- eller frontflatene (gitteret) er støtteflatene plassert på tvers av linjens akse, og de langsgående eller laterale flatene er flatene parallelle med linjens akse.
Ofte har rutenettene på to sider av en kolonne eller til og med på alle fire samme konfigurasjon (diagram).
Støttesviller er designet for å feste ledninger til støtten ved hjelp av isolatorer med forsterkning i en viss avstand mellom dem og fra støtteakselen.
I de fleste 35 og 110 kV svillekonstruksjoner er sviller laget av hjørner i form av små trekantede utkragende konstruksjoner festet til bæreakselen. Sjeldnere er traversene laget av kanaler. Takstoler er ofte i form av lange romlige takstoler med kvadratisk eller rektangulært tverrsnitt.
Taubestandige eller horn brukes til å feste beskyttelseskabler i en viss avstand over lederne. De er laget i form av lette strukturer som danner den øvre delen av støtten.
Romlige takstoler, som utgjør hoveddelene av støttene, skiller seg fra konvensjonelle konstruksjonsmetallbindinger:
-
lettheten til strukturens akser, bestående av stenger laget nesten utelukkende av enkeltvinkler, ofte små og mellomstore profiler;
-
økt med 1,5 - 2 ganger fleksibiliteten til både individuelle stenger og hele fagverket som helhet;
-
betydelige tverrmål av fagverket og dens store høyde.
På grunn av de bemerkede egenskapene har metallstrukturene til støttene til luftledninger en lav volumetrisk vekt, noe som skaper en lav utnyttelseskoeffisient av kjøretøyets lastekapasitet under transport. I tillegg skaper tilstedeværelsen av små hjørner i strukturen, med en økt fleksibilitetsfaktor, betydelige vanskeligheter med å beskytte dem mot skade under lasting, lossing og transport.

I prosessen med produksjon og installasjon av metallstøtter er metoden for å koble stengene av ikke mindre produksjonsbetydning enn konstruksjonstypen. Følgende båndforbindelser gjelder både fabrikk- og metallstøtteenheter:
-
nagler;
-
sveising;
-
boltede forbindelser.
Tilkoblingsmetoden velges i den tekniske designen, og under den detaljerte designen av støttene utvikles de tilsvarende nodedesignene. Denne omstendigheten bør tas i betraktning av byggebransjen, og spørsmålet om tilkoblingsmetoden som er best egnet for konstruksjonsforholdene til denne linjen, bør løses i tide.
Tidligere var klinkede ledd en av hovedmetodene for å koble stenger i støtter, og nå, på grunn av produksjonsårsaker, erstattes de fullstendig av sveising eller bolter, ikke bare under installasjonen, men til og med på fabrikken.
Sveising er en av de vanlige metodene for forbindelsesstenger i konstruksjonen av metallstøtter. De lave kostnadene for sveising på fabrikken, en betydelig forenkling av produksjonsprosessen av sveisede strukturer og en viss reduksjon i vekten bestemmer den brede bruken av denne metoden for sammenføyning, som har betydelige fordeler fremfor andre.
Ved produksjon av metallstøtter utføres tilkoblingen av stengene nesten utelukkende ved elektrisk lysbuesveising. Betydelige vanskeligheter med forsyningen av linjen med sveiseenheter, kostnadene for flytende drivstoff og vedlikehold av enheten av kvalifisert personell, samt behovet for å rotere ved sveising av strukturer, begrenser muligheten for å bruke sveising i installasjonen.
Bolteforbindelser brukes til installasjon av støtter på linjer på grunn av vanskeligheter med produksjon av nagler og elektrisk sveising av puter.

Bruken av boltede skjøter i støttesammenstillinger skyldes en rekke av følgende fordeler fremfor nagling og sveising:
-
stor forenkling av prosessen med å installere støtter, som ikke krever vippekonstruksjoner, spesialverktøy, utstyr eller mekanismer;
-
evnen til å lage boltede forbindelser uten bruk av dyktig arbeidskraft (nagler eller sveisere);
-
reduserer tiden brukt på å montere støttene betydelig.
Ulemper med svarte boltforbindelser inkluderer:
-
en viss reduksjon i påliteligheten til en boltet skjøt kontra sveiset eller naglet, på grunn av den ujevne fordelingen av krefter mellom boltene;
-
betydelige kostnader for maskinvare (bolter, muttere og skiver), hvor antall og størrelser er større enn for nagler med samme styrke.