Prosedyren for å forberede og kompilere programmer for programmerbare kontrollere
Utstyrskontrollfunksjoner bestemmes av prosessteknologi og organisasjon. Derfor er de generelt ganske spesifikke og individuelle for hver enhet eller område. Men når problemet med å utvikle effektiv, mobil og fleksibel programvare for automasjonssystemer stilles og løses, er komplekse kontrollfunksjoner vanligvis representert som et sett med enkle elementære handlinger som "aktiver", "deaktiver", "implementeringsforsinkelse" osv. .
Fra disse stillingene kan de fleste kontrollfunksjonene reduseres betinget til to, som er ganske vanlige for alle oppgaver - logisk og regulatorisk. Førstnevnte er kjent som den generelle tidshandlingsalgoritmen og sistnevnte er kjent som tidsparameteren. Den mest generelle presentasjonen av slike typiske funksjoner for styring av teknologisk utstyr er vist i fig. 1, a og b.
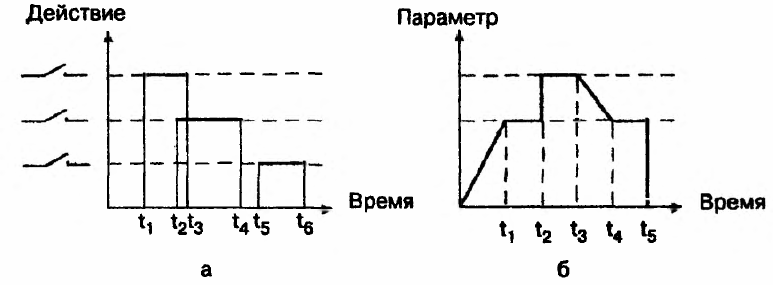
Ris. 1. Typiske kontrollfunksjoner til prosessutstyr
Basert på analysen av de kvantitative egenskapene til de implementerte kontrollfunksjonene i hvert spesifikt eksempel på teknologisk utstyr, kan tekniske krav formuleres til en programmerbar logisk kontroller (PLC) som et kontrollmiddel når det gjelder nøyaktighet, hastighet, antall parallelle oppgaver som skal løses, mengden minne, sammensetningen av perifert utstyr, dialogverktøy, etc.
IEC 61131-3-standarden beskriver 5 programmeringsspråk som er et resultat av forskningen av den mest vellykkede proprietære utviklingen til verdenslederne i PLS-markedet:
-
språket til relékontaktkretser (RKS) eller stigediagrammer LD (stigediagram),
-
funksjonsblokkdiagram (FBD) språk, FBD (funksjonsblokkdiagram),
-
IL (instruksjonsliste) språk - typisk assembler med akkumulator- og etikettoverganger,
-
ST (Structured Text) språk er et tekstspråk på høyt nivå,
-
SFC (Sequential Function Chart) diagrammer. SFC skylder sin opprinnelse til Petri-nett.
PLS-språk er veldig originale og skiller seg betydelig fra kjente dataprogrammeringsspråk.
Standarden forplikter ikke PLS-utviklere til å implementere alle programmeringsspråk. Vanligvis implementerer små PLS-produsenter flere eller ett enkelt språk. På mange måter avhenger prioriteringen av å bruke et bestemt programmeringsspråk av de historisk etablerte tradisjonene i bransjen eller applikasjonsområdet.
Standardiseringen av programmeringsspråk og PLS-modellen førte til fremveksten av spesialiserte selskaper engasjert i design av programmeringssystemer for PLS, som gir overgangen fra et programmeringsspråk til et maskinspråk på forskjellige nivåer:
-
når du går inn i et program;
-
ved gjengivelse;
-
når du endrer eller flytter et eget kommando- eller programområde;
-
når syntaksfeil oppdages og signaliserer til operatøren.
For å utføre disse oppgavene kan programmeringssystemet fungere i lokal modus, det vil si uavhengig av kontrolleren. Dette gir programmereren muligheten til å skrive et program fra et hvilket som helst praktisk sted, og ikke i et produksjonsverksted, det vil si i et miljø som er mer gunstig for den kreative prosessen. Muligheten for modellering letter i stor grad prosessen med å feilsøke programmet og forbedrer organiseringen av arbeidet.

Hovedstadiene for forberedelse og programmering for programmerbare kontrollere er som følger:
1. Bestem hva det kontrollerte systemet (kontrollobjektet) skal gjøre, kontrollmålene og andre tilleggsfunksjoner utført av kontrollsystemet, sekvensen av operasjoner utført av aktuatorene med hensyn til tid og tilstanden til sensorene og kontrollenhetene.
2. Komponer algoritmen til programmet i grafisk form.
3. Bestem hvilke moduler som trengs for å koble til sensorer, kontrollenheter, aktuatorer, alarmer og annet utstyr som trengs for å administrere stedet.
Når du velger moduler, analyser parametrene til inngangs-/utgangssignalene (spennings- og strømnivåer) og funksjonaliteten til modulene. Vær oppmerksom på muligheten for bruk smarte moduler, som kan utføre forbehandling av inngangssignaler og noen lokale kontrollfunksjoner, noe som i stor grad vil redusere kompleksiteten i programmeringen.
4.Lag et diagram eller en tabell for å koble alle inngangs- og utgangsenheter til kontrollobjektet og utstyret som brukes i kontrollprosessen til kontrollmodulene.
5. Skriv et program i et av PLS-programmeringsspråkene som utfører en viss sekvens av operasjoner, deres sammenkobling og utvikler mulige nødsituasjoner.
6. Sjekk programmet for syntaksfeil og rett dem, og deretter for kjøretidsfeil og foreta også passende rettelser.
7. Skriv programmet og alle nødvendige driftsparametere til kontrolleren.
8. Etter at kontrollsystemet er ferdig montert, sjekk programmet i selve kontrollprosessen og foret eventuelt mer nøyaktige innstillinger.
9. Lagre to kopier av det siste programmet og lagre dem på separate steder.