Klassifisering av kontrollsystemer i henhold til operasjonsalgoritmen
 Verdien av den kontrollerte variabelen og arten av dens endring, som vi allerede har sett, avhenger av en rekke faktorer: påvirkning av innstillingen, tid, forstyrrende påvirkning, etc. disse faktorene.
Verdien av den kontrollerte variabelen og arten av dens endring, som vi allerede har sett, avhenger av en rekke faktorer: påvirkning av innstillingen, tid, forstyrrende påvirkning, etc. disse faktorene.
Ethvert automatisk system bestemmes av arten av dens fungerende algoritme (reproduksjonsloven), arten av kontrollalgoritmen og tilstedeværelsen (fraværet) av evnen til selvtilpasning. Disse tegnene er grunnlaget for klassifiseringen av automatiske systemer.
På grunn av den fungerende algoritmens natur er automatiske systemer delt inn i stabilisering, sporing og programvare.
V stabiliserende systemer justerbar verdi y for eventuelle forstyrrelser F (f) som virker på systemet, kontrolleren holdes konstant og lik den gitte verdien yo innenfor toleransene y = yo + Δy,
hvor Δy — avvik av den kontrollerte verdien avhengig av størrelsen på forstyrrelsen F (t) som virker på systemet.
Avstemmingshandlingene x(t) i slike systemer er konstante, forhåndsbestemte verdier: x(t) = konst.
Automatiske stabiliseringssystemer kan implementeres etter prinsippet om astatisk og statisk regulering. For mer detaljer se her: Astatisk og statisk regulering.
JA sporingssystemer Automatiske kontrollsystemer inkluderer systemer der reproduksjonen av en inngangsverdi som varierer i henhold til en vilkårlig lov, utføres ved utgangen av systemet med en akseptabel feil.
Reproduksjonsloven for et sporingssystem kan skrives i følgende form: y = x eller y = kx,
hvor x er en vilkårlig inngangsmengde som avhenger av tid eller andre parametere og vanligvis er ukjent på forhånd, er k en skaleringsfaktor.
I servosystemer brukes en terminologi som er forskjellig fra terminologien som brukes i kontrollsystemer: i stedet for «regulering» sier de «sporing», «slutt på prosess» — «utarbeiding», «inngangsverdi» — «ledende verdi» , «utgangsverdi» — «underordnet verdi».
I fig. 1a viser et eksempel på et blokkskjema av et servosystem.
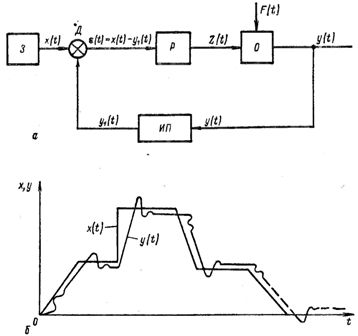
Ris. 1. Blokkdiagram (a) og diagram (b) over endringene i vinkelforskyvningen av inngangen og utgangen til servosystemet: 3 — drivelement, D — feiljusteringssensor, P — kontroller, O — objekt, MT — måling og konverteringselement.
Hovedelementet i sporingssystemet er avvikssensoren D, som bestemmer avviket (feilen) mellom slave- og masterverdiene. Slaveverdien y måles av måle-konverteringselementet til MF og bringes til nivået for masterverdien x.
Avvikssensoren D setter verdien av avviket mellom masterverdien x som kommer fra masterelementet 3 og slaveverdien y og sender et signal til kontrolleren P, som genererer en reguleringshandling Z(t) på objektet. Regulatoren søker å redusere den resulterende mismatchen til null. Et avvik av slaveverdien fra settpunktet til masteren følger.
I fig. 1, b viser et omtrentlig diagram av endringen i master x- og slave-y-verdiene til sporingssystemet.
Automatiske systemer som lager den kontrollerte variabelen y i henhold til en viss, forhåndsbestemt lov kalles programvarekontrollsystemer.
Loven om reproduksjon av et programvaresystem kan uttrykkes ved ligningen
y = x (T),
hvor x (T) er en satt (forhåndskjent) tidsfunksjon som systemet må reprodusere.
I slike systemer er det nødvendig å ha en spesiell enhet - en detektor for å endre verdien av innstillingen x (t) i henhold til en viss lovpålagt.

Etter reguleringsalgoritmens natur er automatiske systemer delt inn i automatiske systemer med en åpen handlingssløyfe (åpen kontrollsløyfe) og automatiske systemer med en lukket handlingssløyfe (lukket kontrollsløyfe).
Autoadaptive systemer er delt inn i selvadaptive eller selvjusterende systemer og ikke-selvjusterende systemer. Det skal bemerkes at selvtilpassede systemer representerer en ny type system, og ikke alle konsepter av denne typen system er fullt utformet, derfor har de forskjellige navn i forskjellige lærebøker,
Alle produksjonsanlegg skal fungere optimalt med tanke på energiforbruk, produktivitet og kvalitet på produksjonsoperasjonen.

Ved automatisering av slike anlegg er det nødvendig å ha spesielle enheter som kan gi automatisk regulering av produksjonsanlegget for å fungere i en optimal modus. Slike spesialinnretninger kalles automatiske justeringssystemer, eller selvjusterende kontrollsystemer.
Disse systemene tilpasser automatisk produksjonsenheten til skiftende driftsforhold, dvs. til de endrede egenskapene til det administrerte objektet (endringer i forstyrrelser), og få det til å fungere i en optimal modus; derfor kalles automatiske tuningsystemer ofte optimale, eller ekstreme, kontrollsystemer.
Bruken av slike systemer gjør det mulig å øke produktiviteten til anlegget, forbedre kvaliteten på produktene, redusere arbeidskostnadene per produksjonsenhet, etc. I fremtiden vil mange automatiserte installasjoner ha automatiske oppsettsystemer.