Høyfrekvente elektriske motorer
 Ved sliping av små hull kreves det svært høye slipespindelhastigheter for å oppnå tilstrekkelig skjærehastighet. Så når du sliper hull med en diameter på 5 mm med en sirkel med en diameter på 3 mm med en hastighet på bare 30 m / s, må spindelen ha en rotasjonshastighet på 200 000 rpm.
Ved sliping av små hull kreves det svært høye slipespindelhastigheter for å oppnå tilstrekkelig skjærehastighet. Så når du sliper hull med en diameter på 5 mm med en sirkel med en diameter på 3 mm med en hastighet på bare 30 m / s, må spindelen ha en rotasjonshastighet på 200 000 rpm.
Anvendelsen for å øke hastigheten på remdriften er begrenset av de maksimalt tillatte omdreiningene til beltet. Rotasjonshastigheten til spindler drevet av belter overstiger vanligvis ikke 10 000 omdreininger per minutt, og beltene sklir, svikter raskt (etter 150-300 timer) og skaper vibrasjoner under drift.
Høyhastighets pneumatiske hjul er heller ikke alltid egnet på grunn av den meget betydelige mykheten til deres mekaniske egenskaper.
Problemet med å lage høyhastighetsspindler er spesielt viktig for produksjon av kulelager, der det kreves høykvalitets innvendig og sporsliping. I denne forbindelse brukes en rekke modeller av såkalte elektrospindler med rotasjonshastigheter på 12 000-50 000 rpm og mer i maskinverktøy- og kulelagerindustrien.
Den elektriske spindelen (fig. 1) er en tre-nese slipespindel med innebygd høyfrekvent ekorn-burmotor. Motorrotoren er plassert mellom to utløpere i enden av spindelen motsatt slipeskiven.
Konstruksjoner med to eller fire støtter brukes sjeldnere. I sistnevnte tilfelle er motorakselen koblet til spindelen ved hjelp av en kobling.
Statoren til spindelmotoren er satt sammen av elektrisk stålplate. Den har en bipolar spole på den. Motorrotoren ved rotasjonshastigheter på opptil 30-50 tusen omdreininger per minutt er også slått fra metallplater og utstyrt med en konvensjonell kortslutningsvikling. De har en tendens til å redusere diameteren på rotoren så mye som mulig.
Ved hastigheter over 50 000 rpm, på grunn av betydelige tap, er statoren utstyrt med et hus med kjøling av rennende vann. Rotorene til motorer designet for å operere med slike hastigheter er laget i form av en solid stålsylinder.
Valget av lagertype er spesielt viktig for driften av elektrospindler. Kulelagre med økt nøyaktighet brukes ved rotasjonshastigheter opp til -50 000 o/min Slike lagre må ha en maksimal klaring på ikke mer enn 30 mikron, noe som oppnås ved riktig fylling. Lagrene opererer med en forspenning opprettet ved hjelp av kalibrerte fjærer. Det må utvises stor forsiktighet ved kalibrering av kulelagerforspenningsfjærer og valg av passform.
Ved rotasjonshastigheter over 50 000 omdreininger per minutt fungerer tapplagrene tilfredsstillende når de kjøles intensivt av arbeidsolje tilført av en spesiell pumpe. Noen ganger tilføres smøremiddelet i sprøytet tilstand.
Høyfrekvente 100 000 rpm elektrospindler er også bygget på aerodynamiske lagre (luftsmurte lagre).
Produksjonen av høyfrekvente elektriske motorer krever svært presis produksjon av enkeltdeler, dynamisk balansering av rotoren, presis montering og sikring av streng jevnhet i gapet mellom statoren og rotoren.
I forbindelse med ovenstående utføres produksjonen av elektriske spindler i henhold til spesielle tekniske forhold.
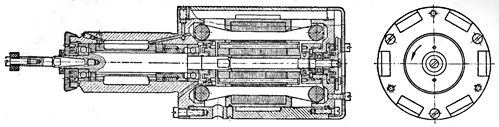
Fig. 1. Høyfrekvent elektrisk slipespindel.
Effektiviteten til høyfrekvente motorer er relativt liten. Dette skyldes tilstedeværelsen av økte ståltap og lagerfriksjonstap.
Dimensjonene og vekten til høyfrekvente elektriske motorer er relativt små.

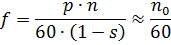
Ris. 2. Moderne høyfrekvent elektrisk spindel
Bruken av elektriske spindler i stedet for remdrift ved produksjon av kulelager øker arbeidsproduktiviteten til interne slipemaskiner med minst 15-20 % og reduserer kraftig avslag i konus, ovalitet og overflaterenhet. Holdbarheten til slipespindler økes med 5-10 ganger eller mer.
Bruken av høyhastighetsspindler for boring av hull med en diameter på mindre enn 1 mm er også av stor interesse.
Frekvensen til strømmen som forsyner den høyfrekvente elektriske motoren velges avhengig av den nødvendige rotasjonshastigheten n til den elektriske motoren i henhold til formelen
siden p = 1.
Så ved rotasjonshastigheter til elektriske spindler på 12 000 og 120 000 rpm kreves frekvenser på henholdsvis 200 og 2000 Hz.
Spesielle høyfrekvente generatorer ble tidligere brukt til å drive høyfrekvente motorer.Nå, for disse formålene, brukes statiske frekvensomformere på høyhastighets felteffekttransistorer.
I fig. 3 viser en trefaset synkron induksjonsgenerator for innenlandsk produksjon (type GIS-1). Som det fremgår av tegningen, er det brede og smale spor på statoren til en slik generator. Feltviklingen, hvis spoler er plassert i de brede sporene på statoren, forsynes med likestrøm. Magnetfeltet til disse viklingene er innelukket gjennom statortennene og rotorfremspringene som vist i fig. 3 med stiplet linje.
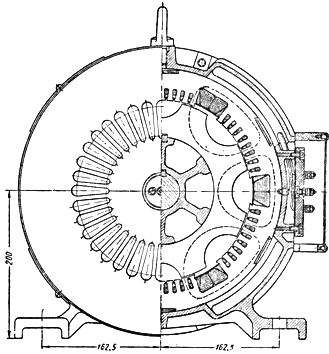
Ris. 3. Induksjonsstrømgenerator med økt frekvens.
Når rotoren roterer, krysser magnetfeltet som beveger seg langs rotorfremspringene svingene til vekselstrømsviklingen som er plassert i de smale sporene på statoren og induserer en vekselvis e. etc. c. Hyppigheten av denne e. etc. c. avhenger av rotasjonshastigheten og antall rotorører. De elektromotoriske kreftene indusert av den samme fluksen i de feltviklede viklingene kansellerer hverandre på grunn av den forestående aktiveringen av spolene.
Eksitasjonsspolen mates gjennom en selenlikeretter koblet til AC-nettet. Både statoren og rotoren har magnetiske kjerner laget av stålplate.
Generatorer med det beskrevne designet produseres med en nominell effekt på 1,5; 3 og 6 kW og ved frekvenser på 400, 600, 800 og 1200 Hz. Den nominelle rotasjonshastigheten til synkrone generatorer er 3000 rpm.