Beregninger av hastigheten på strømforbruket
 Tre hovedtilnærminger brukes i utviklingen av energiforbruksstandarder: eksperimentell, beregningsanalytisk og statistisk.
Tre hovedtilnærminger brukes i utviklingen av energiforbruksstandarder: eksperimentell, beregningsanalytisk og statistisk.
En erfaren måte krever målinger av strømforbruket for hver operasjon i modusene for den teknologiske prosessen spesifisert av reglene. Strømforbruket per produksjonsenhet bestemmes ved å legge sammen driftskostnadene.
Denne tilnærmingen krever bruk av et stort antall måleenheter og betydelige arbeidskostnader. For å oppnå pålitelige resultater for hver operasjon, er det nødvendig å utføre et stort antall målinger og statistisk behandling av resultatene, samt å sammenligne de oppnådde dataene med kostnadene for stedet, verkstedet, produksjonen. Derfor er denne metoden hovedsakelig anvendelig for å bestemme individuelle standarder i et spesifikt produksjonsmiljø.
Beregningsanalytisk metode innebærer å bestemme hastigheten på elektrisitetsforbruket ved beregning - i henhold til passdataene til det teknologiske utstyret, under hensyntagen til graden av belastning, driftsmoduser og andre faktorer. For generelle produksjonsstandarder må det også tas hensyn til kraften og driftsmodusene til alt tilleggsutstyr (ventilasjon, vannforsyning og avløp, elektrisk belysning, reparasjonsbehov osv.).
Driftsmodusene til strømforbrukere tas i betraktning ved å bruke forskjellige koeffisienter (slå på, lading, etc.), hvis empiriske valg og tilfeldige natur fører til betydelige feil. Element-for-element-beregningen av settet med energiforbrukskomponenter gjør metoden ekstremt tidkrevende.
Statistisk rasjoneringsmetode basert på statistisk behandling av data om generelle og spesifikke kostnader for en viss tidsperiode og identifisering av faktorer som påvirker endringen. Beregninger gjøres i henhold til avlesningene til strømmålere og produktutgangsdata. Denne metoden er den minst tidkrevende, pålitelige og mye brukt i praksisen med rasjonering av energiforbruk. La oss se på de praktiske metodene for implementeringen.
Det spesifikke forbruket av elektrisitet beregnes for et spesielt anlegg — et produksjonssted, et verksted eller en egen energikrevende enhet som har sin "egen" teller ved inngangen. Organiseringen av strømmåling er en forutsetning for en effektiv regulering.
Et teknisk system for måling av elektrisitet faller ofte ikke sammen med den administrative inndelingen av virksomheten på grunn av kompleksiteten og forgreningen til strømforsyningssystemene. Ved oppnevning av administrative enheter som utfører rasjonering skal de derfor tilordnes regnskapsenhetene.
For det kontrollerte objektet skilles hovedtypene av produkter, hvis produksjonsvolumet kan beregnes for et skift, en dag eller for en syklus med utstyrsdrift. Følgelig blir avlesningene av strømmålerne tatt på skift, daglig eller for hver arbeidssyklus.
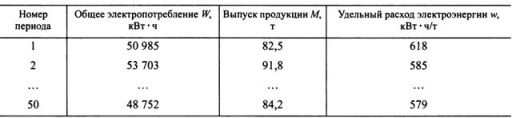
For å beregne de karakteristiske indikatorene er det nødvendig med et forberedende stadium for innsamling av statistiske data - minst 50 perioder. Tabell 1 viser et eksempel på den første datarepresentasjonen. Ved slutten av hvert tidsintervall registreres det totale strømforbruket til anlegget (per meter) og produksjonseffekt. I den siste kolonnen legges verdiene til spesifikt strømforbruk inn, oppnådd ved formelen w = W / M, der W er det faktiske strømforbruket for produksjon av produkter i mengden M (mengden kan måles i forskjellige enheter).
Seksjon. 1.
Faktisk spesifikt strømforbruk for forskjellige tidsperioder er ikke det samme, noe som skyldes forskjellig belastning av det valgte objektet, driftsmoduser, sammensetning av råvarer og andre faktorer.Hvis alle disse forholdene er de samme, er verdiene av enhetskostnadene nære for forskjellige perioder, fordelingen bør være normal (gaussisk). I dette tilfellet kan du få gjennomsnittsverdien av strømforbruket for en rekke perioder og bruke den som standard.
Det skal bemerkes at fordelingen av eksperimentelle data er normal (Gaussisk) bare i tilfelle av de samme forholdene i den teknologiske prosessen og de samme parametrene til det produserte produktet. Ganske ofte følger ikke dataene en normalfordeling på grunn av to faktorer.
For det første kan det være en endring i parametrene for produkter, råvarer eller utstyrs driftsmoduser. For eksempel har stålkvaliteten og profilen til det valsede metallet stor innflytelse på energiforbruket (rulling av armeringen bestemmer det spesifikke energiforbruket på 180 kWh, rustfritt stål med samme diameter - 540 kWh). I disse tilfellene bør overvåking organiseres på en slik måte at man oppnår det nødvendige antall målinger fra homogene produkter.
For det andre er bruddet på normalfordelingen forklart av teknologiske egenskaper, som i dette tilfellet manifesteres av avvik fra teknologien, avviste og savnede karakterer (for eksempel er volumet av smelten betydelig mindre enn den nominelle). Det er disse sakene den ansvarlige teknologen må identifisere og ta grep om. Avviket i fordelingen fra normalen definerer et bestemt område som bestemmer mulige volumer av energisparing gjennom organisatoriske tiltak.
For å oppnå rimelige normer, er det nødvendig å kontrollere samsvar med den statistiske loven om fordelingen av det spesifikke elektrisitetsforbruket med normal (Gaussisk) distribusjon. Du kan bruke test etter kriterium χ2... Hvis den oppnådde verdien av kriteriet overstiger den teoretiske verdien, bør hypotesen om samsvar mellom den statistiske fordelingen og normalen forkastes.
Dette betyr at det fra de oppnådde dataene er umulig å regne ut en enkelt hastighet for elektrisitetsforbruk per produksjonsenhet, så må de deles i henhold til de karakteristiske teknologiske modusene, beregne for hver hastighet av energiforbruk, eller bestemme den statistiske avhengigheten av det spesifikke forbruket av påvirkningsfaktorene w = f (x1, x2, x3), hvor produksjonsvolumer kan fungere som faktorer x1, x2, x3, temperatur, prosesseringshastighet osv.
Dersom kontrollen bekrefter at fordelingen av enhetskostnadene er nær normalen, kan strømforbruket bestemmes basert på disse dataene. For overvåking er det mest praktisk å stille inn området der det spesifikke energiforbruket skal ligge.
Området bestemmes enklest av gjennomsnittlig strømningshastighet og standardavvik. σ... Enkelt sagt kan den nedre grensen for området antas lik wmin = wWed — 1,5σ, og den øvre — wmax = wcp + 1,5σ... I henhold til regel 10 — 20 % av den spesifikke elektrisiteten forbruk mottatt i reelle produksjonsforhold, overstiger det spesifiserte området, noe som skyldes feil fra arbeidere, brudd på regimet, avvik i produktkvalitet, etc.Teknologipersonell bør ta hensyn til slike saker og iverksette tiltak.
Vi understreker at normene oppnådd ved noen av disse metodene reflekterer energiforbruket for produksjon av produkter kun i bedriften der de er oppnådd, og kan ikke utvides verken til industrien som helhet eller til en annen bedrift. Dette skyldes de individuelle egenskapene til hver bedrift som et komplekst system av teknologisk type.
For eksempel ble den teknologiske standarden for rullende produksjon eksperimentelt bestemt avhengig av metalltemperatur, rullehastighet, kalibrering, lagerfriksjon, teknologiske tap, etc. skjærehastighet og maskineringstid Disse resultatene kan imidlertid ikke overføres til alle verktøymaskiner, selv ikke innenfor et enkelt anlegg, fordi det i praksis er mange typer maskinerte deler og maskineringsmoduser.
Også, hvordan bruker du disse hastighetene oppnådd for hver detalj? Det er umulig å plassere en strømmåler i nærheten av maskinen og sammenligne forbruket til hver del med standarden. Generalisering av standardene, under hensyntagen til antall og utvalg av deler som produseres, vil føre til en stor feil på grunn av manglende evne til å ta hensyn til alle faktorene på jobben.
Ved å bruke den beregningsmessige og analytiske metoden er det også umulig å gå fra data om den nominelle effekten til individuelle elektriske mottakere, tatt i betraktning alle mulige teknologiske moduser, typer produkter, kvalitet på råvarer, til strømforbruk for et verksted eller en bedrift for en måned, kvartal, år.
Det er umulig å oppnå den estimerte verdien av energiforbruket til bedriften ved å summere opp forskjellige spesifikke normer for hele produktspekteret. For å gjøre dette er det nødvendig å planlegge på forhånd ikke bare den totale mengden produkter som vil bli utgitt i neste måned (kvartal, år), men også å dele den nøyaktig etter merker, egenskaper ved behandlingsmoduser og mange andre faktorer. Dette var umulig under planøkonomiens betingelser og enda mer nå.
Det er umulig å sammenligne forskjellige bedrifter og i henhold til de utvidede standardene for hele anlegget selv med tette teknologiske sykluser. I 1985, i jernmetallurgibedrifter, tok det spesifikke strømforbruket til 1 tonn valsede produkter verdier fra 36,5 til 2222,0 kW • t / t med et industrigjennomsnitt på 115,5 kW * t / t; for omformerstål — fra 13,7 til 54,0 kW • h/t med et industrigjennomsnitt på 32,3 kW • h/t.
En så betydelig spredning forklares med forskjellen i teknologiske, organisatoriske og sosiale faktorer for hver produksjon, og det er klart at den gjennomsnittlige bransjenormen ikke kan utvides til alle virksomheter. Samtidig kan ikke virksomheten anses som ineffektiv dersom den overstiger bransjegjennomsnittet.
Redusert produksjon, ufullstendig og uregelmessig utnyttelse av utstyret fører til høyere enhetskostnader, og utvider datagapet ytterligere. Derfor, under dagens forhold, kan industriens gjennomsnittlige strømforbruk verken brukes til å forutsi energiforbruk eller til å anslå energisparing.