Reparasjon av magnetiske startere
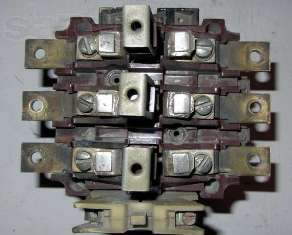
Reparasjon av kontakter til magnetiske startere
 Kontakter magnetiske startere, på overflaten som det er spor av brenning og karbonavleiringer, rengjøres med en bomullsklut dyppet i white spirit eller flybensin.
Kontakter magnetiske startere, på overflaten som det er spor av brenning og karbonavleiringer, rengjøres med en bomullsklut dyppet i white spirit eller flybensin.
Splatter og "perler" av metall på overflaten av kontaktene rengjøres med en fil. Etter rengjøring med en gjedde med en tykkelse på 0,05 mm, kontroller tettheten til tilkoblingen av kontaktflatene. Med lukkede kontakter bør sonden ikke passere mer enn 25 % av kontaktflaten mellom kontaktene.
Ved brudd eller løsnede byttes kontaktfjæren ut med en ny eller en passende fra den avviste starteren.
Når gjengen er slitt eller blottlagt i hullene for skruene for å feste de strømførende ledningene, kuttes hullene med den skadede gjengen av, og gjengen av følgende størrelse bankes med en kran.

Reparasjon av magnetiske kretser av magnetiske startere
Magnetiske kretser av magnetiske startere består av et anker og en kjerne som en kortsluttet spole er forsterket på.
Forurensede kontaktflater på kjernen og ankeret rengjøres med et rengjøringsmateriale fuktet i bensin.Hvis det er spor av korrosjon på overflaten av kontakten, rengjøres overflaten med en smergelklut. Etter rengjøring med en 0,05 mm sonde, kontroller kontaktområdet mellom kjernen og ankeret ved å trykke ankeret mot kjernen for hånd. Kontaktflaten skal være minst 70 % av kjernedelen.
Hvis luftgapet mellom den midterste kjernen av ankeret og kjernen til den magnetiske kretsen er mindre enn 0,2 mm, klemmes ankeret eller kjernen til starteren i en skrustikke og den midterste kjernen fylles med en fil med en fin spalte. Ankeret plasseres deretter på kjernen og gapet sonderes. Avstanden skal være mellom 0,2 og 0,25 mm. Når du mater kjernen, sørg for at overflatene til anker- og kjernekjernene er parallelle når magnetsystemet er lukket.

Under arbeidsherding slipes kontaktflaten til kjernen og ankeret på en slipemaskin inntil spor av herding er fjernet. Etter sliping med sonder, kontroller gapet mellom de midterste trådene, samt kontaktområdet til endestrengene til ankeret og kjernen. Spalten mellom midtkjernene må være innenfor de øvre grensene, og kontaktområdet til endekjernene må være minst 70 % av kjernetverrsnittet.
Den skadede kortslutningen i starterne erstattes med en ny. Den skadede kortslutningen til starteren kuttes med en fil på den ene siden og fjernes.
Stedet der spolen er installert rengjøres med en fil. Den nye kortslutningssvingen er laget av messing.Utskifting av materiale og kortslutning med dimensjonsavvik er forbudt, da dette fører til en økning i støyen fra den medfølgende starteren eller til uakseptabel oppvarming av sløyfen.
Den produserte kortslutningen i starterne presses inn i sporene i kjernen eller plasseres på kjernen og festeplatene bøyes.
Hvis overflaten på den magnetiske kretsen har en skadet farge, rengjøres den med et rengjøringsmateriale dynket i bensin eller white spirit og tørkes. Etter tørking senkes kjernen og ankeret ned i et emaljebad slik at kontaktflatene ikke er dekket med lakk og bredden på den umalte stripen rundt kantene på kontaktflaten ikke er mer enn 3 mm. Du kan også male kjernen og ankeret til den magnetiske kretsen med en børste.
De malte overflatene lufttørkes i 2-3 timer.

Reparasjon av klemmeklemmer på magnetiske startere
Brente eller oksiderte kontaktflater på rekkeklemmene rengjøres med en fil eller sandpapir, tørkes av med et rengjøringsmateriale dynket i bensin og fortinnes med POS-30 loddetinn.
Når gjengen er slitt eller brutt i hullene for skruene for å feste strømforsyningsledningene, sveises hullene med kobber eller messing ved hjelp av en gassbrenner. Sveiseplassen rengjøres med fil, spikres og det bores et hull for å kutte en ny tråd. En gjenge kuttes inn i det borede hullet til størrelsen på den skadede gjengen.