Typer og design av indirekte elektriske motstandsovner
 Metoder for lasting og lossing av oppvarmede produkter, samt metoder for å flytte dem elektriske motstandsovner bestemmer i stor grad både deres design og driftsegenskaper. I fig. 1 viser hovedtypene av elektriske motstandsovner, både intermitterende virkning (celle) og kontinuerlig virkning (metodisk), og illustrerer utviklingen av måter for deres mekanisering.
Metoder for lasting og lossing av oppvarmede produkter, samt metoder for å flytte dem elektriske motstandsovner bestemmer i stor grad både deres design og driftsegenskaper. I fig. 1 viser hovedtypene av elektriske motstandsovner, både intermitterende virkning (celle) og kontinuerlig virkning (metodisk), og illustrerer utviklingen av måter for deres mekanisering.
Nummer I angir hvilke typer batchovner hvor produktet er stasjonært under oppvarmingsprosessen og kun lasting og lossing er mekanisert.
Indeks 1 refererer til en kammerovn med en sidedør gjennom hvilken vanligvis små gjenstander manuelt lastes inn i kammeret. Dette er en universalovn uten mekanisering.
Indeks 2 - en sjaktovn med et lokk som kan åpnes. Her skjer lasting og lossing av produktene gjennom toppåpningen i ovnen og derfor kan de mekaniseres ved hjelp av en verkstedkran eller talje plassert over ovnen.Løfting og tilbaketrekking av dekselet til siden kan gjøres manuelt (med en spak) eller ved hjelp av en kran eller talje eller til slutt ved hjelp av en spesiell hydraulisk eller elektromekanisk mekanisme.
Indeks 3 tilsvarer en klokkeovn. Settet inneholder flere forede stativer, der en bjelle (klokke) med varmeovner kan installeres ved hjelp av en kran. Lasting og lossing utføres ved hjelp av en brokran med hetten fjernet (montert på et annet stativ). Flytting av panseret fra et stativ til et annet gjøres også ved å bruke kanten av broen.
Indeks 4 — boggikammerovn. Disse ovnene er designet for å varme opp store gjenstander som ikke kan fylles manuelt. Selve ovnskammeret står på søyler (eller fundamenter), og bunnen er en foret tralle, som ved hjelp av en vinsj eller et drev plassert på den (selvgående) kan bevege seg på skinner fra under ovnen. Lasting og lossing av vogn skjer med traverskran.
Indeks 5 markerer heisovnen. Ovnskammeret står på høye søyler, bunnen kan heves inn i ovnen eller senkes med en last ved hjelp av en hydraulisk heis. I nedre posisjon blir bunnen av ovnen dens ruller på skinner og kan lastes og losses fra under ovnen på verkstedet under traverskranen. Ovndesign 2, 3 og 5 kan forsegles og drives i en spesiell atmosfære eller vakuum.
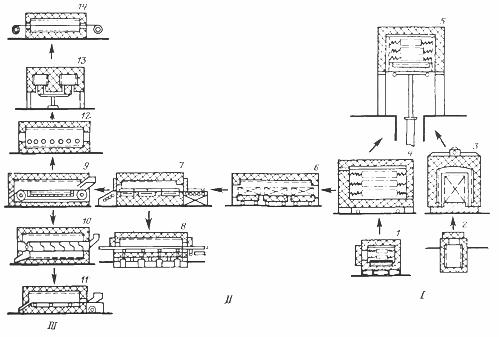
Ris. 1. Hovedtyper av sal- og batchovner
I nummer II og III er kontinuerlige ovner indikert, der de oppvarmede produktene beveger seg fra den ene enden av ovnen til den andre, og deres nummer II-ovner er indikert, der bevegelsen av produkter utføres periodisk, i spark og figur III angir ovnene, hvor denne bevegelsen foregår kontinuerlig.
Indeks 6 — tunnelovn, der produktene er plassert på stablede vogner, passerer gjennom et tunnelformet ovnskammer. Etter en viss tid beveger alle vognene seg til en lengde lik lengden på en vogn, en av dem forlater losseovnen, mens fra motsatt ende av ovnen kommer en annen lastet vogn inn i kammeret.
Indeks 7 viser en ekstruderingsovn En varmebestandig pall med produkter er montert på lastebordet (til høyre). Dørene i endene av ovnen åpnes med jevne mellomrom og skyveren (hydraulisk eller elektromekanisk) skyver pallen inn i ovnen, og tvinger hele raden av paller som er plassert i ovnen på ildfaste skinner i ildstedet til å bevege seg. I dette tilfellet kommer brettet lengst til venstre ut av ovnen, hvoretter dørene lukkes.
Indeks 8 markerer en ovn for fotgjengerildsteder. I bunnen av ovnen, i henhold til lengden, er det installert varmebestandige bjelker, som ved hjelp av en drivenhet mottar en frem- og tilbakegående bevegelse. I dette tilfellet løftes bjelkene før de beveger seg fra lasteenden av ovnen fra sporene på bunnen, den nedre delen av ovnen og flytter dem langs ovnen. Før den omvendte bevegelsen av bjelken senkes ned i sporene i bunnen, sitter produktene på bunnen og deltar ikke i bjelkenes returbevegelse. På denne måten beveger produktene seg periodisk, i trinn, gjennom ovnen fra lasteenden til losseenden.
Indeks 9 for transportørovn.I ovnskammeret strekkes en kjedetransportør over to aksler, hvis nett består av vevd nett eller stemplede eller støpte kjettingledd. Når drivakselen (på utløpssiden) roterer, beveger transportøren seg jevnt og bærer med seg produktene som er lastet på den ved lasteenden (høyre) av ovnen. Konstruksjonen av transportøren kan være svært forskjellig.
Indeks 10 refererer til en roterende ovn. Skruen er plassert i ovnskammeret - en varmebestandig trommel med en arkimedesk spiral. Når trommelen roterer, ruller produktene inn i trommelen og beveger seg gradvis fra lasteenden til utløpsenden.
Indeks 11 viser en pulserende ovn med en ovn. På bunnen av kammeret er ovnen på ruller varmebestandig ildsted i form av et trau, hvor varmeenden av ovnen (til høyre) er anordnet med oppvarmede deler. Ved hjelp av en eksentrisk drivkraft mottar poden en frem- og tilbakegående bevegelse, og bakoverbevegelsen (mot lasting) er jevn, og mot lossing er den skarp, under påvirkning av en fjær med støt på støtdemperne. På grunn av dette følger produktene under bevegelsen bakover samme bane som nedenfor, mens de under bevegelsen fremover glir fremover i forhold til ildstedet. Som et resultat blir produktene gradvis flyttet av pulser fra ladeenden av ovnen til utslippet.
Indeks 12 indikerer en ovn med rullebord. Varmebestandige ruller er montert i bunnen av kammeret, de roterer sakte mot klokken. På grunn av dette blir produktet plassert på rullene til høyre (i motsetning til de tre foregående ovnstypene, denne ovnen designet for oppvarming av store produkter) gradvis transportert langs ovnen til utløpsenden.
Indeks 13 refererer til en roterende ovn. Det er egentlig en transportovn viklet på en ring. Den ringformede roterende ildstedet gjør at produktet plassert på den gjennom lastedøren (i sideveggen ikke vist på figuren) fullfører en hel sirkel i ovnen til lossedøren som ligger ved siden av lastedøren.
Indeks 14 for en tegneovn som brukes til oppvarming av ledninger eller strips. I endene av ovnen er tromler med wire eller tape strukket mellom dem. Når spolene roterer fra den ene av dem, spoler tapen (eller ledningen) seg rundt den andre.

Lavtemperaturovnsdesign
Lavtemperaturovner kan ikke være svært effektive fordi varmeoverføringskoeffisienter for naturlig konveksjon er lave. Prosessen kan forbedres ved å innføre kunstig sirkulasjon ved å installere en sugevifte på taket av ovnen eller skapet, og for å redusere varmeforbruket for oppvarming av luften, kan den organiseres sirkulært. I dette tilfellet driver viften, som suger luften i den øvre delen av ovnen, den langs den varmeisolerte sidekanalen og blåser den ut i den nedre delen av ovnen.
Hvis det er nødvendig å tørke produktene og derfor fjerne den fordampede fuktigheten fra de oppvarmede delene, organiseres en blandet sirkulasjon, der en del av luften suges inn av viften fra skapet, og en del fra rommet (fig. 2). Den maksimale oppvarmingstemperaturen til produktene i denne typen ovner og tørketromler overstiger vanligvis ikke 200 - 300 ° C.
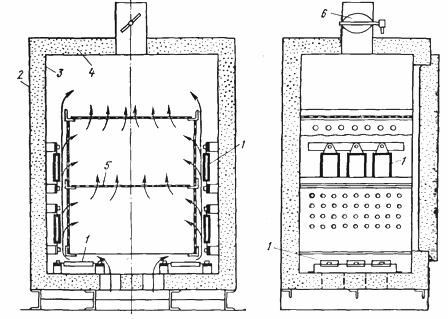
Ris. 2. Naturlig sirkulasjonsovn: 1 — varmeelementer, 2 — ytre ramme, 3 — indre ramme, 4 — termisk isolasjon, 5 — deler hylle, 6 — spjeld for luftregulering.
Utformingen av en lukket sløyfeovn for oppvarming av små metallprodukter i et lag eller lange produkter er vist i fig. 3.
Ris. 3. Kammerovner med tvungen sirkulasjon av atmosfæren og en elektrisk varmeovn
Det er en sjaktovn for herding av stålprodukter, hvor kurver av varmebestandig materiale med gitter eller perforert bunn settes inn og fylles med produktene som skal varmes opp.
Varmerne er plassert på siden av ovnen, rundt kurven, men er adskilt fra den med en varmebestandig skjerm for å forhindre direkte stråling og tilhørende overoppheting av produktene ved siden av kurvveggene. I bunnen er ovnen utstyrt med en vifte som driver den oppvarmede luften gjennom kurvene. Denne luften avbøyes radielt inn i det ringformede rommet mellom kurven og ovnsveggene og varmes opp, og vasker varmeovnene.
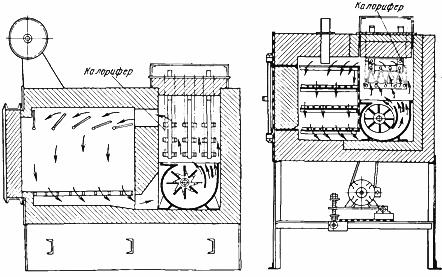
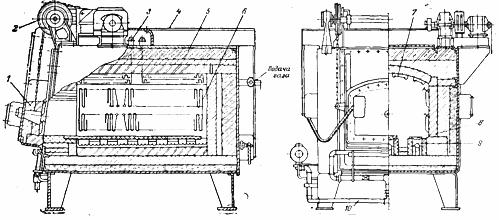
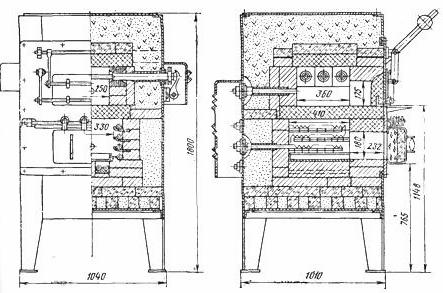
I fig. 4 viser en ovn for tørking av sveiseelektroder ved en temperatur på 400 ° C. Ovnseffekt 210 kW, elektroder plasseres på vogner, rammer og ved hjelp av en hydraulisk skyver og avtrekker føres gjennom ovnen. Ovnen har en intern vifte 6 samt eksterne vifter 10.
Varmerne er plassert på sideveggene til ovnen. I denne ovnen blir luftstrømmene rettet vinkelrett på bevegelseslinjen til produktene. Slike ovner kan bygges multi-sone.
Ris. 4. Elektrisk pusher tørkeovn: 1 — skyver, 2 — vogn, 3 — bord, 4 — rammer for plassering av elektroder, 5 — varmekammer, 6 — ovnsvifte, 7 — luftkanal, 8 — mudderverk, 9 — hydraulisk dørløfter stasjon, 10 — ekstern vifte
Middels temperatur ovn design
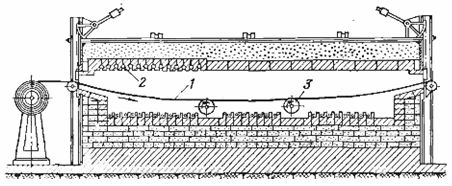
Middels temperatur ovner for varmebehandling er ekstremt forskjellige. Den enkleste og samtidig universelle ovnen er kammerovnen (fig. 5). Den består av et rektangulært kammer med brannsikker fôr og termisk isolasjon, dekket med tak og plassert i et metallhus.
Ovnen lastes og losses gjennom åpningen i frontveggen, dekket med dør. Varmerne er plassert i ildstedet og på sideveggene til ovnen, sjeldnere på taket. I svært store ovner er varmeovnene plassert både på baksiden av ovnen og på dørene for å sikre en jevnere temperaturfordeling i ovnsrommet. Bunnvarmere er vanligvis dekket med ildfaste plater som de oppvarmede produktene plasseres på.
Dørene til kammerovner er som regel laget av løft, i små ovner med manuell eller fotdrift (med fotdrift forblir arbeiderens hånd fri), i større - med elektromekaniske. I det andre tilfellet er grensebrytere installert i øvre og nedre posisjoner av døren, som slår av den elektriske motoren i endeposisjonene.
Ris. 5. Kammerelektrisk ovn med metallvarmere og en flammegardin: 1 — dør, 2 — løftemekanisme til døren, 3 — utløp fra varmeapparatet, 4 — kappe, 5 — foring, 6 — sidevarmere, 7 — takvarmere, 8 — ildsteder, 9 — varmeovner, 10 — flammegardinanordning.
Kammerovner på traller brukes til gløding eller annen varmebehandling av store deler som ikke kan lastes inn i ovnen manuelt.De er et kammer uten bunn og vanligvis uten frontvegg som står på søyler (fig.6) og en vogn på ruller, som ildstedet og frontveggen til ovnen er montert på, beveger seg på skinner ved hjelp av en elektrisk stasjon eller en elektromekanisk vinsj. Vognen starter under ovnen, delene lastes på den med en kran, deretter beveger den seg under kammeret og ovnen slås på for oppvarming.
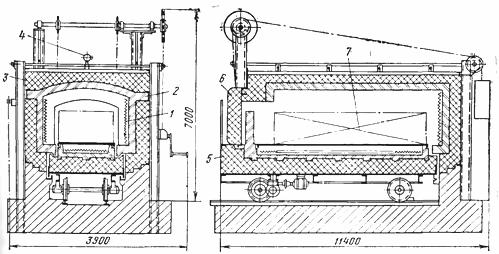
Ris. 6. Kammerovn med boggiild: 1 — varmeovner, 2 — ildfast murverk, 3 — termisk isolasjon, 4 — termoelement, 5 — skuff, 6 — dør, 7 — bur
Etter slutten av glødingssyklusen forlater vognen igjen ovnen og losses. Ovnsovner er vanligvis plassert på sidene, bak- og frontveggene og i ildstedet, og noen ganger også for å gi jevnere oppvarming langs hvelvet. Bunn- og frontveggvarmerne drives av fleksible kabler eller bladkontakter. Slike ovner er økonomiske bare med en stor ladning, og når en kapasitet på 100 tonn og mer og en kapasitet på 3000 - 5000 kW.
Den andre generelle gruppen av batchovner er sjaktovner. De er laget i form av runde, firkantede eller rektangulære skaft, åpne på toppen og dekket med et lokk (fig. 7).
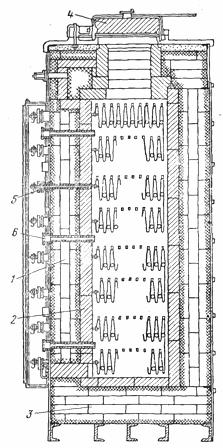
Ris. 7. Sjakt elektrisk ovn: 1 — varmeovner, 2 — ildfast murverk, 3 — termisk isolasjon, 4 — ovnsdeksel, 5 — varmeuttak, 6 — termoelement.
Varmere i sjaktovner er vanligvis installert på sideveggene (bunnvarmere er sjelden installert, mer så i flate rektangulære ovner). Noen ganger i runde ovner designet for oppvarming av en hul sylindrisk ladning (trådbunter, tinnruller), i tillegg er en vertikal sentralvarmer plassert langs aksen. Spesielle varmebestandige føringer beskytter varmeovnene mot skade når gjenstander plasseres i eller fjernes fra ovnen eller kurver med gjenstander.
Sjaktovner lages noen ganger svært dype for varmebehandling av sjakter og rør (10 m eller mer dype) med flere varmesoner for å sikre jevn oppvarming i høyden. Samtidig samles et parti med rør utenfor ovnen, festes i en spesiell oppheng og senkes ned i ovnen med en kran.
Disse ovnene er mindre fleksible enn kammerovner, men i noen tilfeller har de betydelige fordeler. Lasting og lossing av tunge produkter inn i ovnen kan enkelt gjøres med en konvensjonell brokran på verkstedet, eller hvis den ikke er tilgjengelig, da med en talje eller en blokk. De tar mindre plass da de vanligvis graves ned i bakken for å lette vedlikeholdet. De er enkle å forsegle og reduserer dermed oksidasjon av produktet ved å lage en sand-, olje- eller vannforsegling for lokket.
På grunn av deres større kompakthet og bedre tetting av dekslene sammenlignet med dørene, er tapene til disse ovnene mindre enn for kammerovner og utgjør 15 til 25 % av den nominelle effekten.
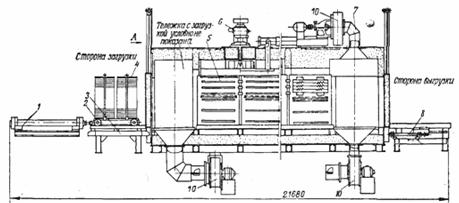
Konstruksjonene til metodiske ovner varierer hovedsakelig avhengig av bruken av en eller annen mekanisme for å flytte de oppvarmede produktene inne i ovnen. Så, transportørovner har en transportør - en endeløs bane strukket mellom to aksler, hvorav den ene leder og drives til å rotere av en spesiell motor. Deler plasseres på transportøren manuelt eller med en spesiell mater og flyttes på den fra lasteenden av ovnen til losseenden.
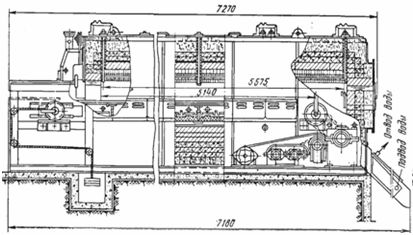
Ris. 8. Elektrisk transportørherdeovn
Transportbåndet er laget av flettet nikromnett (for de letteste delene) eller av stemplede plater og stenger som forbinder dem, og for tunge deler - av stemplede eller støpte kjettingledd. I sistnevnte tilfelle er drivakselen til transportøren tannet og spiller rollen som tannhjul, hvis tenner kommer mellom leddene i kjedet.
Transportøren kan plasseres i ovnskammeret som en helhet, sammen med de to sjaktene, i så fall varmes den opp hele tiden og derfor lagres varmen som er akkumulert i den.
Ulempene med denne utformingen er: svært vanskelige driftsforhold for de to transportørakslene i høytemperatursonen, vanskeligheten med å reparere deres (lav tilgjengelighet) og ulempen med å laste deler på den varme overflaten av transportøren. dette må avkjøle sjaktene med vann, noe som fører til ganske betydelige varmetap.På grunn av dette fjernes ofte endene av transportøren og dens nedre gren fra foringen. Naturligvis nærmer transportøren seg i dette tilfellet den ladede enden av ovnen avkjølt, og derfor forsvinner varmen som er akkumulert av den. Disse varmetapene er større enn de med kjølevann i lukkede transportovner.
Varmere i en transportørovn er for det meste plassert på taket og i ildstedet, under den øvre grenen av transportøren, sjeldnere på sideveggene til kammeret. Transportørovner brukes til å varme opp kun relativt små deler opp til 900 ° C, fordi ved en høyere temperatur blir driften av mekanisk belastede deler av transportøren upålitelig.
En spesiell gruppe består av de såkalte strekkeovnene, som brukes til å varme opp ledninger eller strimler av stål og ikke-jernholdige metaller.De er et kammer med varmeovner som en stripe eller bunt av ledninger føres gjennom med høy hastighet (opptil 0,5 m / s) (fig. ni). I strekkovner oppnås svært jevn oppvarming og varmebehandlingsfeil kan reduseres til null.
Ris. 9. Strekkbelteovn: 1 — oppvarmet belte, 2 — ovnsvarmere, 3 — støtteruller.
Utforming av ovner med høy temperatur
Den vanligste er gruppen av ovner med karburundvarmere. Karborundumvarmere kan operere opptil 1450 ° C, derfor dekker ovner med karborundumvarmere området 1200 — 1400 ° C. De skiller seg fra middels temperaturovner med en tykkere foring bestående av minst tre lag.
Siden motstanden til stengene endres betydelig under oppvarming og dessuten for å unngå skader, kreves det en relativt langsom oppvarming til 850 ° C ved redusert spenning, så leveres høytemperaturovner med karburundvarmere med kontrolltransformatorer, som gjør det mulig å skifte forsyningsspenningen i små trinn minst i forholdet 2:1.
Dette er også nødvendig, siden stengene eldes under drift og øker motstanden, som et resultat av at det er nødvendig å øke spenningen som leveres til den for å opprettholde den tidligere kraften til ovnen.
På grunn av aldring, som skjer med forskjellig intensitet for individuelle stenger, anbefales det ikke å koble dem i serie på grunn av mulige forskjellige endringer i motstanden deres under oppvarming.På den annen side, hvis en av stengene som er koblet parallelt svikter, kan den ikke erstattes med en ny, siden motstanden til de andre stengene allerede har økt, er det nødvendig å erstatte dem alle med nye, eller ta fra gamle , allerede arbeidende stenger, hver med en motstand som er egnet for disse forholdene.
Ris. 10. Kammer høytemperaturovn. Det nedre kammeret med metallvarmere brukes til oppvarming, det øvre for høytemperatur med silisiumkarbidvarmere.